(54) АВТОМАТИЧЕСКИЙ ЖЕЛОБОДОВОДСЧНЫЙ СТАНОК
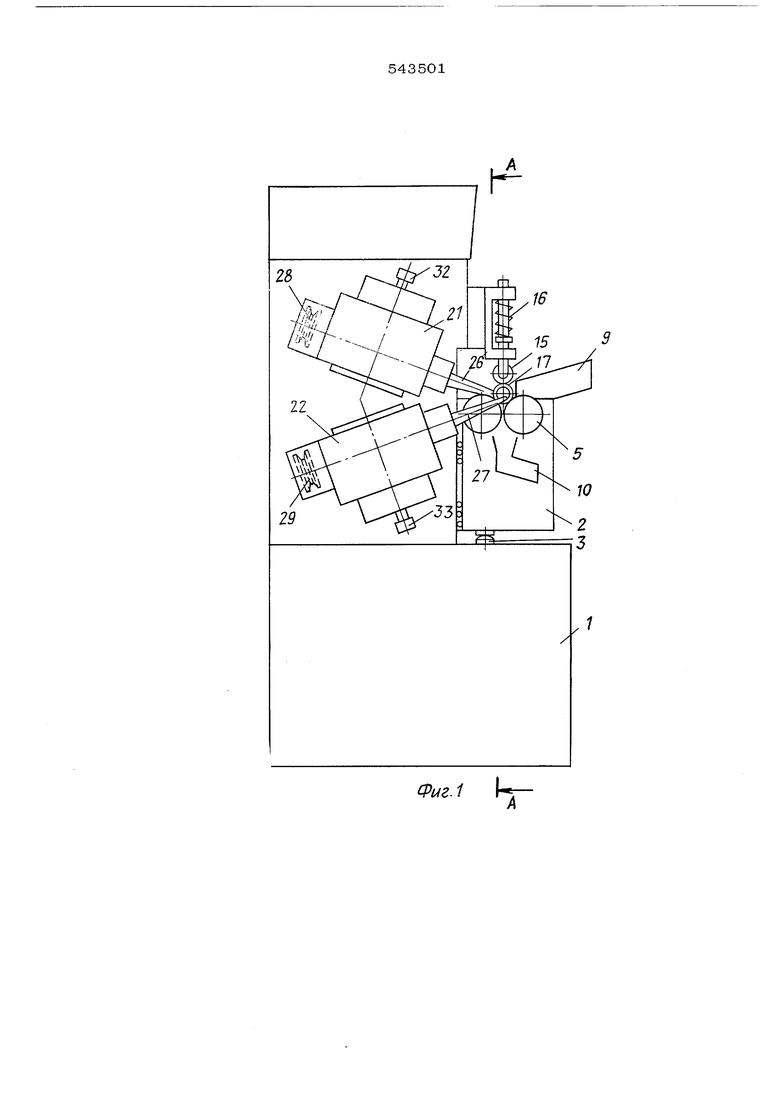
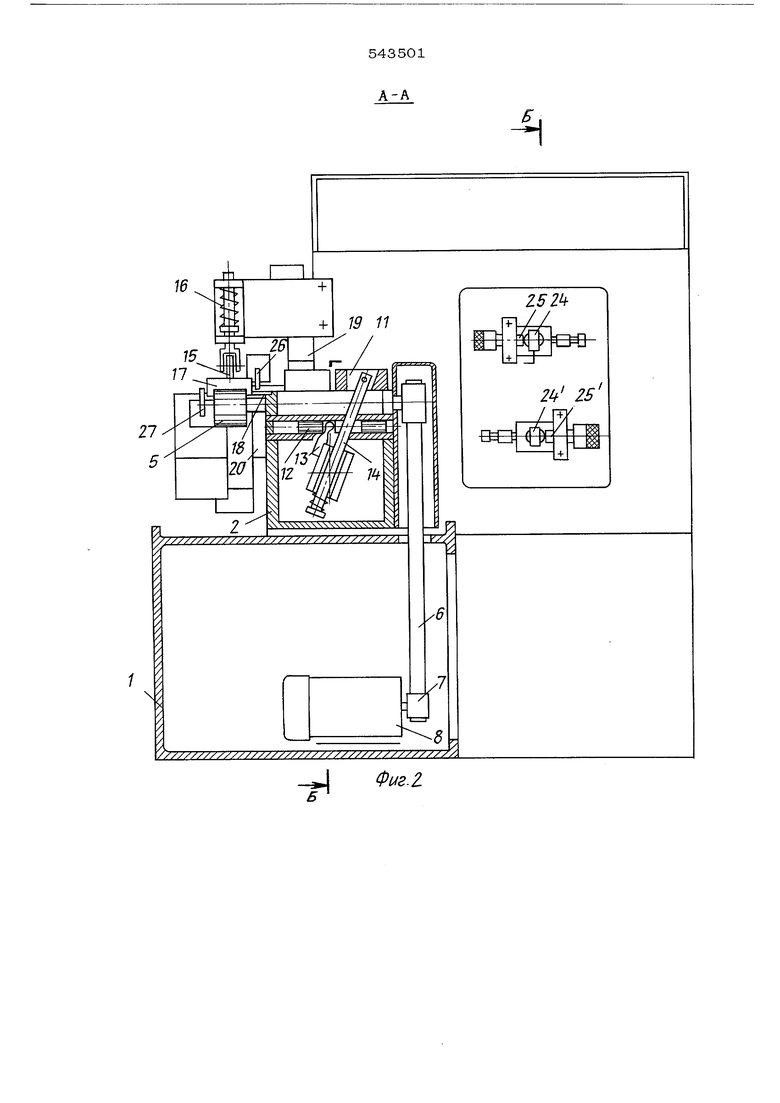
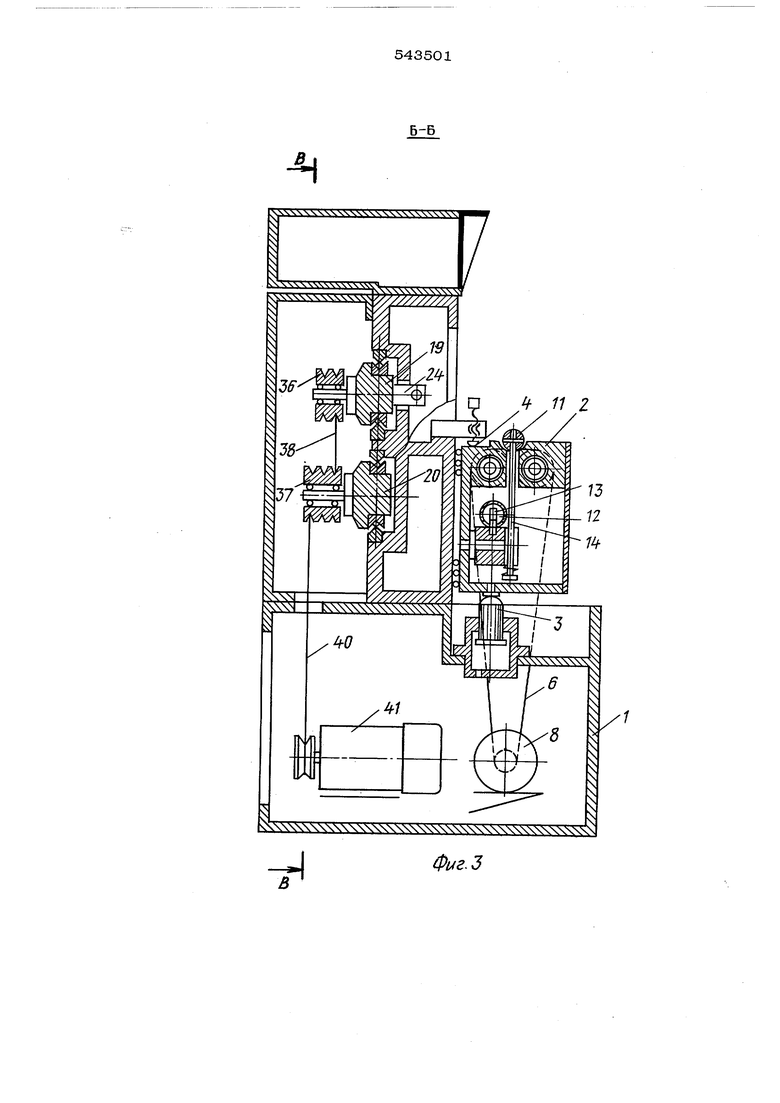
пазок и регулируемый упор 4, фиксирующий их верхнее положение. На салазках 2 смонтированы ведущие ролики 5, связанные ременой передачей 6 со шкивом 7 двигателя 8, установленного в станине , загрузочное устройство с подающим лотком 9, отводящим лотком 10 и толкателем 11, а также гидроцилиндр загрузки с плунжером 12, который посредством телескопического рычага 13-14 связан с толкателем 11. На станине смонтирован прижимной ролик 15, поджатый пружиной 16 к обрабатываемой детали 17; ось ролика 15 повернута в плоскости, параллельной осям роликов 5, и в плане пересекает эти оси под острым углом. На салазках 2 предусмотрена неподвижная осевая опора 18 (см. фиг. 2), взаимодействующая с торцом детали 17. Ролики 5 и 15 и опора 18 образуют устройство для базирования и вращения детали. В станине на горизонтальных направляющих смонтированы суппорты в виде пинолей 19 и 20, несущие доводочные головки 21, 22; суппорт 20 несет сдвоенный гидроцилиндр 23, плунжеры которого взаимодействуют с упорами суппорта 1 Оба суппорта снабжены упорами 24, взаимодействующими с микрометрическими упорами 25 станины. Доводочные головки 21, 22 оснащены держателями 26, 27 инструментов,связанными с валами качания головок, привод которых предусмотрен от шкивов 28, 29. Довдочные головки связаны с суппортами напраляющими 30, 31 и снабжены винтами 32,33 наладочного перемещения. Шкивы 28, 29 связаны ремнями 34, 35 со шкивами 36, 37 контрпривода, смонтированными на суппортах и связанными между собой ременной передачей 38 с натяжным роликом 39; шкив 37 связан ремнем 40 с двигателем 41, установленным в станине. Двигатели 8, 41 установлены на поворотных площадках, обеспечивающих натяг ремней 6, 40 при перемещениях ведомых шкивов.
Станок работает следующим образом., В процессе обработки деталь 17 лежит на ро- ликах 5, вращаемых ременной передачей 6 от двигателя 8, бабка изделия 2 поднята плунжером 3 до упора 4, и ролик 15 под действием пружины 16 прижимает деталь 17 к роликам 5, обеспечивая ее надежное ведение; разворот оси ролика 15 создает осевую силу прижатия детали 17 торцом к осевой опоре 18. Доводочные головки 21, 22 сведены суппортами 19, 20 до упоров 24, 24. Закрепленные на держателях 26, 27 инструменты посредством отдельных приводов ( не указаны на чертеже) подведены к обрабатываемой поверхности, приводятся в движение от двигателя 41 через
передачи 40, 38 и 34, 35 и обрабатывают желоба детали 17. После окончания обработки закрепленные на держателях 26 и 27 инструменты,отходя от обработанной поверхности, цилиндр 23 разводит головки 21, 22 инструменты выходят из детали и плунжер 3 опускает бабку изделия 2 вниз, при этом ролик 15, ход которого по вертикали ограничен, остается на месте, а деталь 17 опускается ниже держателей 26, 27. Далее плунжер 12 через телескопический рычаг 13-14 перемещает толкатель 11, последний проталкивает очередную заготовку из лотка 9 в позицию обработки, при этом заготовка сталкивает готовую деталь в приемный лоток 10. Затем плунжер 3 поднимает бабку изделия 2 до упора 4 в позицию обработки, при этом деталь 17 набегает на ролик 15, прижимающий ее к роликам 5, после чего цилиндр 23 снова сводит суппорты 19, 2О до упоров 24, 24 , совмещая инструменты с желобами детали 17, и цикл повторяется. При обработке валиков из цикла исключаются перемещения суппортов с доводочными головками цилиндров 23, в остальном же обработка ведется, как описано выше.
Формула изобретения
1. Автоматический желободоводочный станок для обработки двух желобов на валиках и втулках, станина которого несет два суппорта с доводочными головками, устройство для базирования и вращения деталей с двумя ведущими и одним подпружиненным прижимным роликами, загрузочное устройство и привод, отличающийся тем, что, с целью упрощения конструкции станка, ведущие ролики и загрузочное устройство смонтированы на подвижных салазках, суппорты, например, в виде пинолей, выполнены с возможностью взаимного перемещения и расположены по одну сторону от детали, доводочные головки расположены под углом и снабжены общим приводом осцилляции, а прижимной ролик непосредственно связан со станиной.
2. Станок по п. 1, о т л и ч а ю щ и йс я тем, что привод взаимного перемещения суппортов выполнен в виде цилиндра, корпус которого связан с одним из суппортов, а шток - с другим.
Источники информации, принятые во внимание при экспертизе:
1. Каталог фирмы Тиленхауа, tfr, станок мод. КМА-100, 1968.
7
.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Станок для абразивной обработки ко-лЕц пОдшипНиКОВ КАчЕНия | 1979 |
|
SU837787A1 |
| Станок для суперфиниширования | 1976 |
|
SU722742A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Устройство для абразивной обработки | 1971 |
|
SU456713A1 |
| ТОКАРНЫЙ СТАНОК | 1995 |
|
RU2087263C1 |
| Устройство для суперфиниширования | 1975 |
|
SU704764A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |