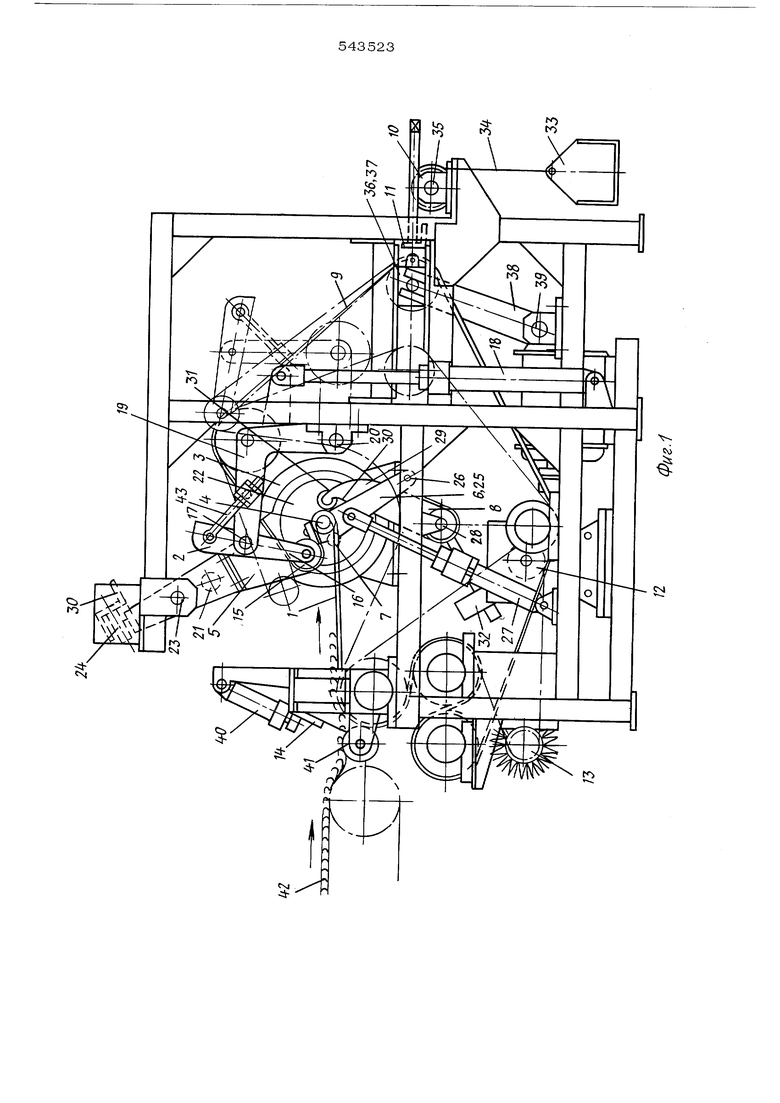
Это достигается тем, что установка снаб жена узлом обдува, а механизм обхвата ска ки выполнен в виде рычажной вилки с роликом на конце ее и рычажной системы с отклоняющим барабаном, причем ось поворота системы расположена в средней части установки и параллельна оси скалки, рычажная вилка смонтирована с возможностью регулируемого поворота на оси относительно по воротной рычажной системы, а натяжное устройство транспортерной сетки снабжено тормозом сетки. На фиг. 1 изображена предлагаемая уста новка, общий вид; на фиг. 2 - то же, ввд сбоку. Предлагаемая установка содержит сетчатый транспортер 1 механизма обхвата 2, консольно установленную в щарикоподщипниковом узле вращения 3 пустотелую перфорированную отверстиями скалку-оправку 4, сталкиватель 5 готовых цилиндров со скалки, поворотный люнет 6 с роликами 7 для поддержки консольного конца цапфы-скалки во время навивки и тепловой обработки; узел обдува 8 изделия снаружи теплоносителем, транспортерную сетку 9, натяжное устройст во 1О с регулируемой балкой-упором 11 для стопорения сетки в конце хода раскрытия механизма обхвата 2, обеспечивающего отход сетки от скалки при ходе сталкивателя. Установка включает также регулируемый привод 12 сетки, проволочную круглую щетку 13, нож 14 для отрыва ковра в конце навивки. Механизм обхвата 2 скалки сеткой выполнен в виде обводного ролика 15, установленного на рычажной вилке 16 с регулируемым поворотом на оси 17 относительно поворотной с помоЕшю силового цилиндра 18 рычажной системы 19 с осью поворота 2О, расположенного в средней части установки сбоку, и параллельные оси скалки. Сталкиватель 5 готовых цилиндров состоит из силового цилиндра 21 со съемником 22, передвигающимся по направляющей оси 23, расположенной над скалкой. Для максимального увеличения угла обхвата сеткой сталкиватель расположен наклонной снабжен опорным роликом 24. Люнет 6 выполнен в виде рычага 25, поворотного на оси 26 с помощью силового цилиндра 27. Узел обдува 8 навитого цилиндра тепло- носителем выполнен в виде поворотного на трубе подачи теплоносителя 28 раструба 29 с регулируемым шибером ЗО и опорным калибрующим роликом 31 на выходе, контакттирующим по всей ширине с обхватывающей скалку сеткой под действием регулируемых противовесов 32. Перед узлом вращения 3 и на трубе подачи теплоносителем 28 установлены клапаны подачи теплоносителя соответственно во внутрь скалки-оправки и поворотный раструб 29. Отвод раструба обдува перед сталкиванием готового изделия со скалки осуществлен от люнета 6 с помощью взаимодействия его ролика с копиром раструба. Натяжное устройство 10 транспортерной сетки 9 выполнено в виде люльки 33 с регулируемым грузом, подвещенной на двух цепях 34 через обводной вал 35 и прикрепленной к сухарям 36 натяжного барабана37. Для устранения перекоса оси натяжного барабана цапфы последнего заключены в поворотные рычажные вилки 38, жестко закрепленные на общем валу 39. Нож 14 снабжен силовым цилиндром 40 для опускания его на приемный ролик 41 для отрыва ковра. Установка работает следующим образом. Волокнистый минераловатный ковер 42, пропитанный связующим раствором, поступает периодически на верхнюю ветвь сетчатого транспортера 1 с регулируемым приводом 2, которая с помощью механизма обхвата 2 заправляет конец ковра на скалку-оправку 4. При этом цапфа консольного конца скалки обхватывается роликами 7 поворотного люнета 6. Начинается процесс навивки ковра на скалку в несколько слоев в зависимости от требуемой толщины. Положение Обводного ролика 15 на рычажной вилке 16 для .настройки на разные типоразмеры изделий регулируется с помощью тяги 43 так. что зазор между скалкой и роликом равен требуемой толщине навивки. В этом случае обводной ролик 15 используется для калибровки изделий по наружно- му диаметру. В процессе навивки опорный калибрующий ролик 31 на выходе раструба 29 для обдува контактирует по всей щирине с обхватывающей навиваемый цилиндр сеткой и по мере навивки отклоняется, тем самым отводя раструб 29. По достижении требуемой толщины навивки раструб 29 своим упором воздействует на конечный выключатель, дающий команду на остановку впереди стоящего устройства для подачи ковра. При этом нож 14 с помощью гидроцилиндра 40 опускается на приемный ролик 41 для отрыва ковра за счет защемления о вращающийся ролик 41 лодачи ковра, открываются клапана подачи теплоносителя внутрь скалки 4 и в неподвижную трубу 28, а через нее - в раструб 29 для обдува уялинпра снаружи, при этом транспортерная сетка продолжает вращать скалку с навитым цилиндром. После окончания тепловой обработки (вре мя сушки до 2 мин) по команде от реле времени подача теплоносителя прекращается, привод 12 транспортерной сетки выключается, механизм обхвата-2 с помощью силового цилиндра 18 поворачивается в нижнее положение, отходит от скалки и освобождает сетку. При этом натяжное устройст во 10 с помощью цепей 34 передвигает натяжной барабан 37 до регулируемой балки-упора 11 с тормозной обкладкой, стопоря сетку 9 и образуя петлю провисания ее под высушенным изделием. Одновременно отводится люнет 6, а нож 14 поднимается вверх. Автоматически при срабатывании конеч- ного выключателя в конце поворота вниз механизма обхвата включается гидроцилиндр21 сталкивателя 5 готового изделия со скалки, который в конце хода при нажатии на ролик другого конечного выключателя возвращается в исходное положение. После возврата сталкивателя в исходное положение при нажиме на следующий конечный выключатель начинается новый цикл работы установки. Описываемая установка обеспечивает надежность навивки и высокое качество цилиндров. При этом конструкция установки проста. Формула изобретения Установка для производства волокнистых цилиндров, например из минеральной ааты, содержащая полую перфорированную скалкуоправку, узел продувки теплоносителем, сетчатый транспортер для подачи и навивки волокнистого ковра с приводом и натяжным устройством, механизм обхвата скалки, сталкиватель готовых цилиндров, о т л и ч а ющ а я с я тем, что, с целью обеспечения производства цилиндров разных диаметров, повышения надежности навивки и качества, а также упрощения конструкции, она снабжена узлом обдува, а механизм обхвата скалки выполнен в виде рычажной вилки с роликом на конце ее рычажной системы с отклоняющим барабаном, причем ось поворота системы расположена в средней части установки и параллельна оси скалки, рычажная вилка смонтирована с возможностью регулируемого поворота на оси относительно поворотной рычажной системы, а натяжное устройство транспортерной сетки снабжено тормозом сетки. Источники информации, принятые во внимание при экспертизе изобретения: 1.Авторское свидетельство СССР № 168094, М., кл. Б 28 Б 21/48, 1962 г. 2.Патент Франции № 2О2552, Класс В 32 в 1/00, 1969 г.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства полых волокнистых цилиндров | 1976 |
|
SU710808A1 |
| Поточная линия для производства полых волокнистых цилиндров | 1977 |
|
SU656858A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1965 |
|
SU172166A1 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1965 |
|
SU168094A1 |
| Устройство для изготовленияцилиНдРОВ из лЕНТы пОРиСТОгОМАТЕРиАлА | 1979 |
|
SU804615A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Навесная компрессорная установка для консервации сельхозмашин при пониженной температуре | 2019 |
|
RU2715206C1 |
| Комплектатор | 1988 |
|
SU1578071A1 |