Известные станки для изготовления полых изделий цилиндрической формы типа труб из волокнистых материалов включают дисковый иитатель и ленточный транспортер с регулируемым приводом для навивки.
В предлагаемом станке, в отличие от известных, обеспечивается удобство заправки и навивки ковра на скалку, разгрузки готовых цилиндров, передачи их на ленту транспортера и удерживания в рабочем положении при навивке.
С этой целью концевая часть транспортера выполнена поворотной в вертикальной плоскости при помощи, например, пневмоцилиндров, а в середине станка установлены механические руки.
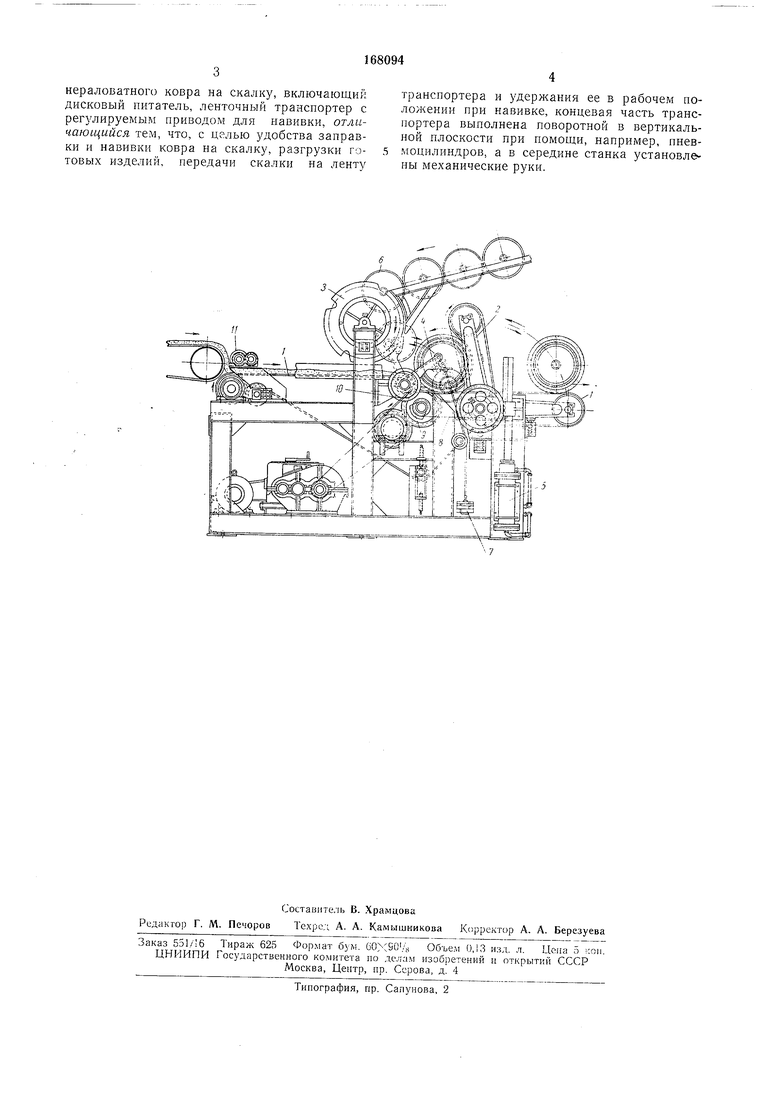
На чертеже схематически изображен описываемый станок.
Станок включает ленточный транспортер / с поворотной концевой частью 2, дисковый питатель 3, механические руки 4 с роликами на концах и пневмоцилиндр 5.
Цилиндрическая скалка 6 подается дисковым питателем в механические руки, которые передают скалку 6 на ленту транспортера и удерживают ее в рабочем положении при навивке, прижимая роликами к ленте при помощи регулируемого груза 7.
Поворот механических рук осуществляется от поворотной концевой части ленточного транспортера при помощи цепной передачи
8 и фрикционного сектора 9. Во время навивки, когда скалка прижимается к минераловатному ковру на ленте при помощи груза 7, фрикционный сектор выходит из взаимодействия с фрикционным колесом W.
По достижении навиваемым цилиндром необходимого диаметра механические руки 4 воздействуют на конечный выключатель, в результате чего срабатывают пневмоцилиндры 5, осуществляющие поворот концевой части транспортера.
Отрыв ковра происходит в месте поступления его на ленту транспортера под захватывающий приводной барабан 11 за счет разности линейных скоростей движения ковра при обрыве и навивке. Оборванный конец навивается с цовыщенной скоростью.
При этом между концами ковра образуется интервал, необходимый для разгрузки навитого цилиндра со станка и заправки конца ковра на следующую скалку. При повороте концевой части на разгрузку, механические руки возвращаются на исходный рубеж и принимают следующую скалку, а при повороте концевой части из положения разгрузки в рабочее положение вышеописанный цикл повторяется.
Предмет изобретения
Станок для изготовления полых изделий цилиндрической формы типа труб, например, из волокнистых материалов, путем навивки минераловатного ковра на скалку, включающий дисковый питатель, ленточный транспортер с регулируемым приводом для навивки, отличающийся тем, что, с целью удобства заправки и навивки ковра на скалку, разгрузки готовых изделий, передачи скалки на ленту
транспортера и удержания ее в рабочем положении при навивке, концевая часть транспортера выполнена поворотной в вертикальной плоскости при помопди, например, пневмоцилиндров, а в середине станка установлены механические руки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1965 |
|
SU172166A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Установка для производства волокнистых цилиндров | 1975 |
|
SU543523A1 |
| УСТАНОВКА ДЛЯ НАВИВКИ И КАЛИБРОВКИ ВОЛОКНИСТЫХЦИЛИНДРОВ | 1971 |
|
SU321394A1 |
| Способ изготовления минераловатных цилиндров и устройство для его осуществления | 1985 |
|
SU1306716A1 |
| Устройство для изготовления теплоизоляционных цилиндров | 1980 |
|
SU927505A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Устройство для рулонирования волокнистого ковра | 1977 |
|
SU791671A2 |
| Установка для производства полых волокнистых цилиндров | 1976 |
|
SU710808A1 |
.. -rr||fa3, , - , ,:1
