Изобретение относится к области переработки пластмасс.
Известно устройство для литья, содержао1ее сопло литьевой машины и литьевую форму, включающую неподвил ную литниковую плиту и отсекатель 1. Недостатком известного устройства является отделение впускных литников от изделий в момент разъема формы.
Наиболее близким техиическим решением к описываемому является устройство, включающее сопло литьевой мащины и литьевую форму, содержащую неподвнжную литниковую плиту с иодиружиненным отсекателем 2. Недостаток известного устройства заключается в том, что отделение впускного литиика от изделия происходит при разъеме формы.
С целью обеспечения отделения впускного литника от изделия до момента разъема формы, предлагаемое устройство снабжено размещеииой в направляющей, закрепленной на сопле мащины, тягой с упором на одном ее конце и щарнирно закрепленным на неподвижной литииковой плите двуплечим рычагом, связанным одним плечом со свободным концом тяги, а другим плечом взаимодействующим с плитой отсекателя.
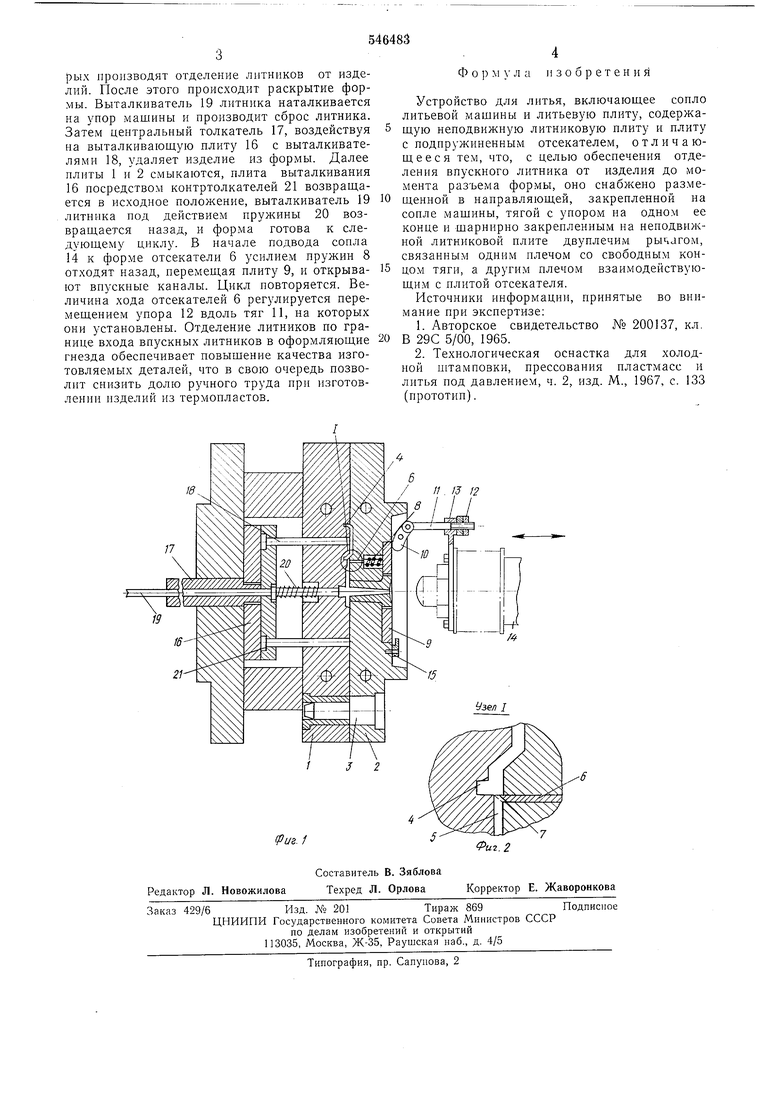
На фиг. 1 изображен продольный разрез формы; на фиг. 2 показан элемент 1 иа фиг. 1 в увеличенном масщтабе.
Устройство для литья включает литьевую форму, .содержащую подвижную плиту 1, неподви кнз-ю литниковую плиту 2, с направляющими колонками 3 и оформляющими гнездами 4, литниковую систему с впускными каналами 5, отсекатели 6, снабл сенные со стороны впускных каналов режущими кромками 7 и иружииами 8. Отсекатели 6 через илнту 9 контактируют с рычагами 10, шарнирно установленными в неиодвижной плите 2 и соедииениыми с тягами 11 с упорами 12, взаимодействующими с направляющей 13, закрепленной иа сопле 14 литьевой мащины. В неподвижной плите 2 против плиты 9 установлены ограничительные планки 15. Форма содержит также плиту выталкивания 16, соединенную с центральным толкателем 17 и выталкивателями 18 изделий, выталкиватель 19 литника, подпружиненный пружиной 20, и контртолкатели 21.
После окончания впрыска материала в оформляющие гнезда 4 через литниковую систему с впускными каналами 5 происходит отвод соила 14 литьевой мащины в крайнее начальиое положение. При этом иаправляющая 13 воздействует иа упоры 12 тяг 11, соединенных с рычагами 10. Рычаги 10, поворачиваясь, воздействуют на плиту 9, которая утаиливаясь, перемещает отсекатели 6 в направлении литников и отлитых деталей, режущие кромки кото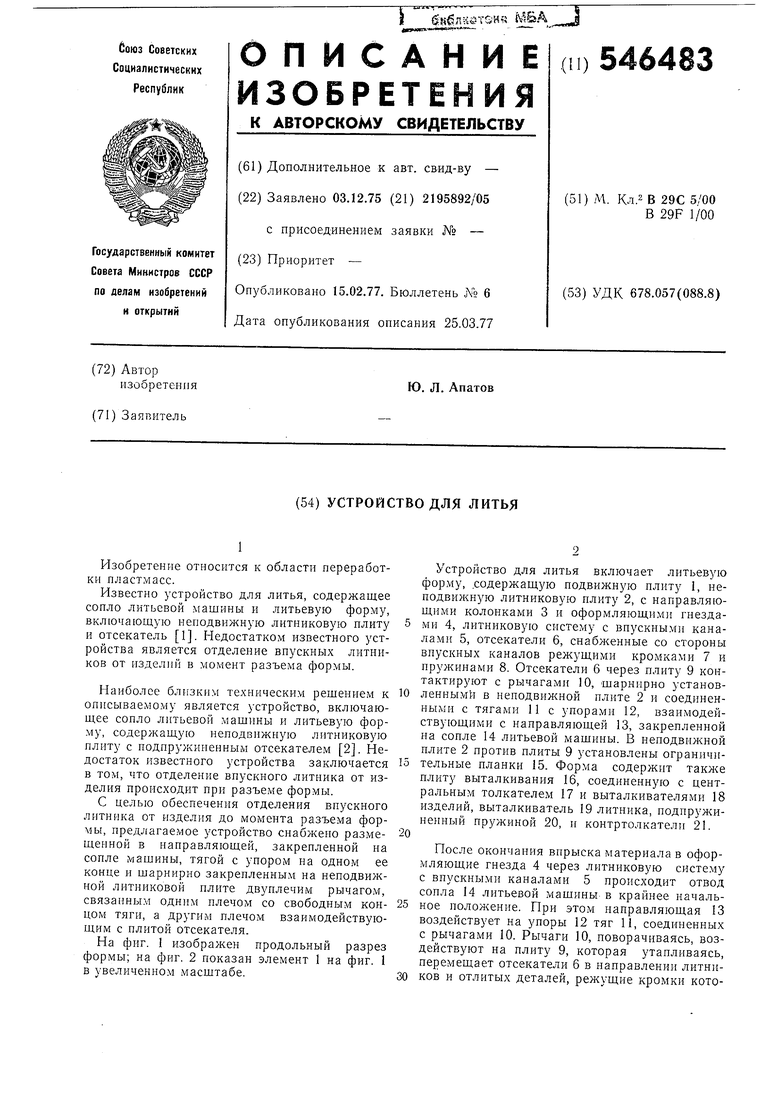
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья изделий из реактопластов | 1982 |
|
SU1024286A1 |
| Литьевая форма для полимерных изделий со срезом впускных литников | 1978 |
|
SU763117A1 |
| АЯ БИБЛИОТЕьдА. Т. Ушаков | 1970 |
|
SU263123A1 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU703340A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1500493A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431947A1 |
| Литьевая форма для изделий из термопластов | 1982 |
|
SU994273A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
