создания кольцевым цилиндром избыточFioro усилия (1000 кг вместо необходимых 80-100 кг), а наличие дополнительных оригинальных манжет и уплотнений ухудшает ремонтоснособность и эксплуатационные качества, так как для замены кольцевой манжеты необходимо снять сборочный бараба;н и разобрать рычажный механизм. Мощность кольцевого пневмоцилиндра для нодъема заворотных рычагов ограничена из-за невозможности увеличения его диаметра и недостаточна для качественной обработки борта многослойных покрышек.
Целью изобретения является повышение надежности механизма при сборке грузовых и сельскохозяйственных покрышек.
ПоставлвННая цель достигается тем, что в механизме обработки борта к станку для сборки нокрышек пневматических шин, содержаш,ем корпус с приводом его перемещения, подвижный в осевом направлении шаблон, соединенный со штоком силового цилиндра, систему заворотных рычагов, имеющих на одном плече ролики, взаимодействующие с поршнем кольцевого пневмоцилиндра, систему обжим-ных рычагов, также имеющих на одном плече ролики и взаимодействующее с ними нодвижное кольцо с приводом для его неремещения, подвижное кольцо установлено на поршне кольцевого оневмоцилиндра системы заворотных рычагов. Привад для перемещения кольца выполнен в виде пневмоцилиндров одностороннего действия, смонтированных на корпусе.
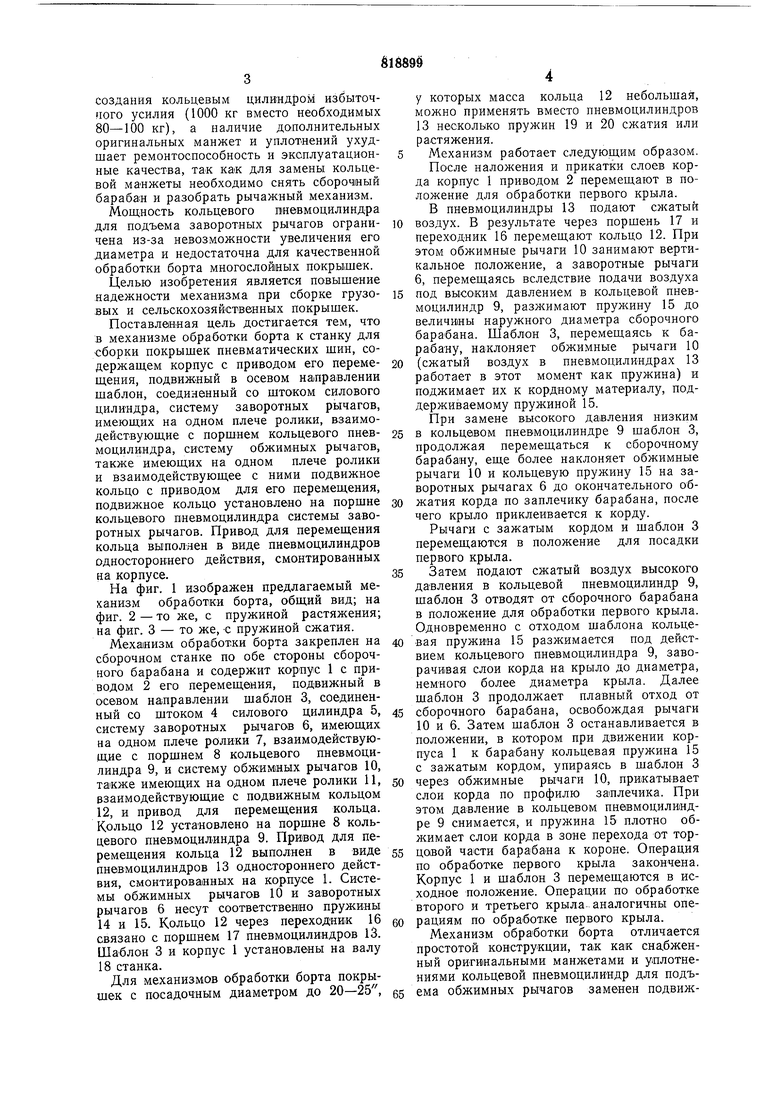
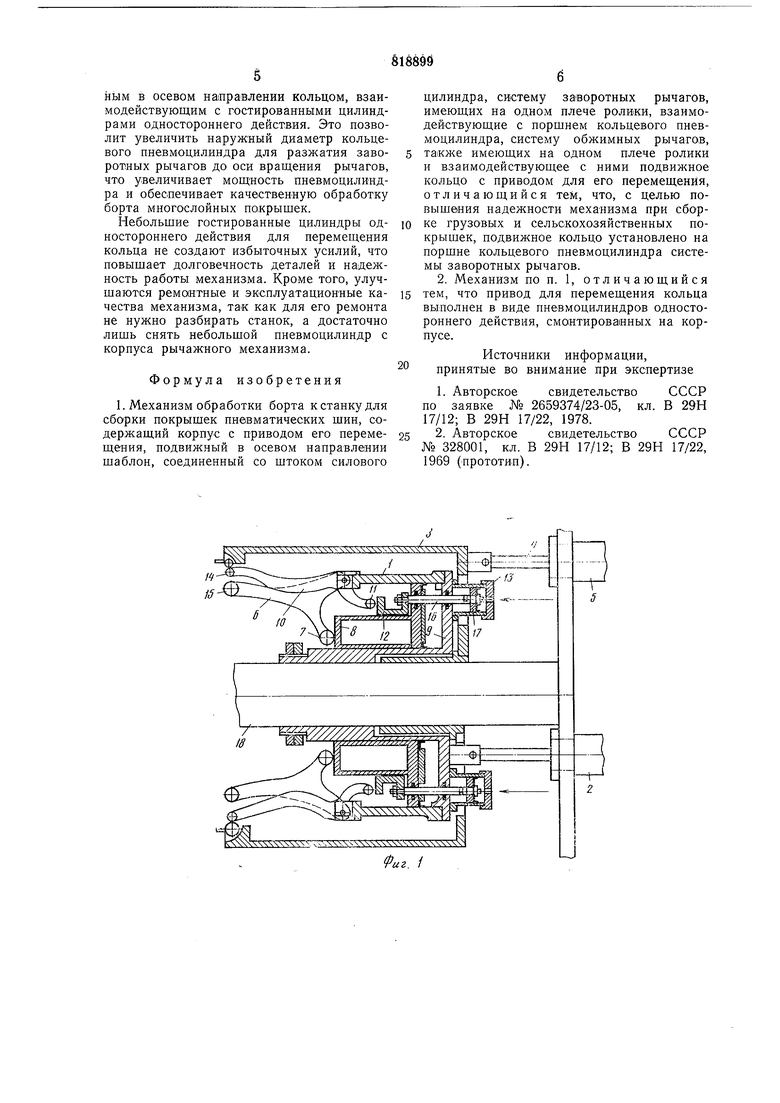
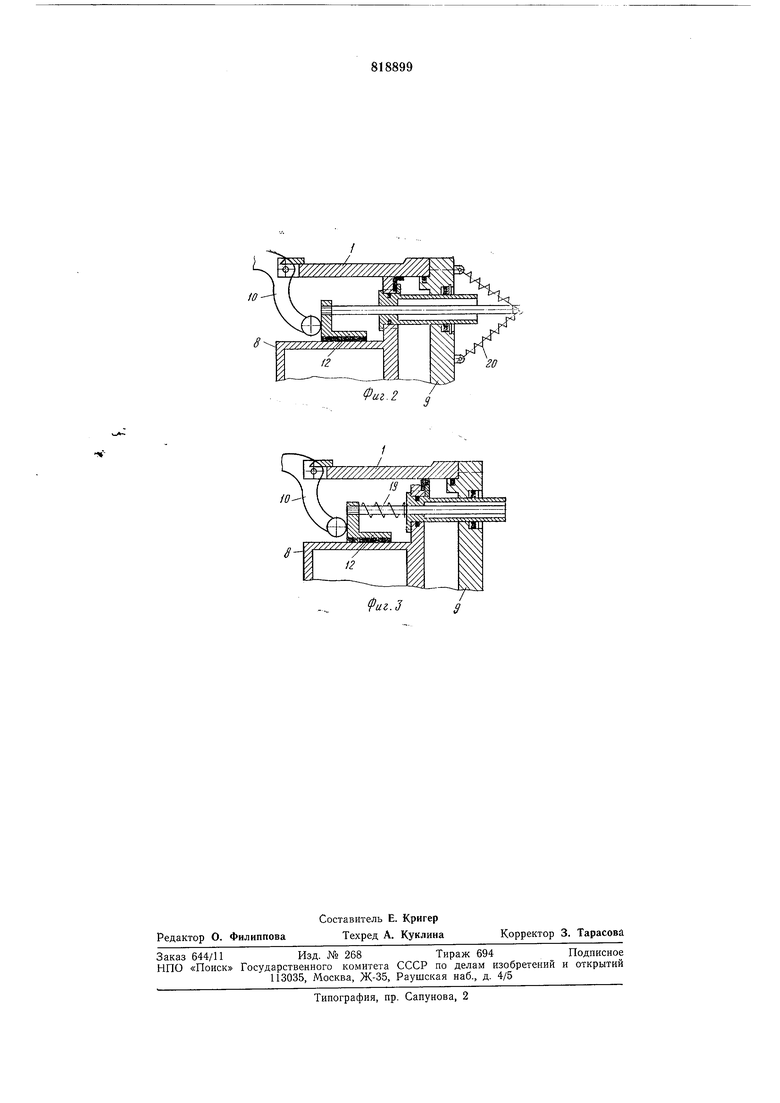
На фиг. 1 изображен предлагаемый механизм обработки борта, общий вид; на фиг. 2 - то же, с пружиной растяжения; на фиг. 3 - то же, -с пружиной сжатия.
Механизм обработки борта закреплен на сборочном станке по обе стороны сборочного барабана и содержит корпус 1 с приводом 2 его перемещения, подвижный в осевом направлении шаблон 3, соединенный со штоком 4 силового цилиндра 5, систему заворотных рычагов 6, имеющих на одном плече ролики 7, взаимодействующие с поршнем 8 кольцевого цневмоцилиндра 9, и систему обжим1ных рычагов 10, также имеющих на одном плече ролики 11, взаимодействующие с подвижным кольцом 12, и привод для перемещения кольца. Кольцо 12 установлено на поршне 8 кольцевого пневмоцилиндра 9. Привод для перемещения кольца 12 выполнен в виде пневмоцилиндров 13 одностороннего действия, смонтированных на корпусе 1. Системы обжимных рычагов 10 и заворотных рычагов 6 несут соответственно пружины 14 и 15. Кольцо 12 через переходник 16 связано с поршнем 17 пневмоцилиндров 13. Шаблон 3 и корпус 1 установлены на валу 18 станка.
Для механизмов обработки борта покрышек с посадочным диаметром до 20-25,
у которых масса кольца 12 небольшая, можно применять вместо пневмоцилиндров 13 несколько пружин 19 и 20 сжатия или растяжения.
Механизм работает следуюш.им образом. После наложения и прикатки слоев корда корпус 1 приводом 2 перемещают в положение для обработки первого крыла.
В пневмоцилиндры 13 подают сжатый воздух. В результате через поршень 17 и переходник 16 перемещают кольцо 12. При этом обжимные рычаги 10 занимают вертикальное положение, а заворотные рычаги 6, перемещаясь вследствие подачи воздуха под высоким давлением в кольцевой пневмоцилиндр 9, разжимают пружину 15 до величины наружного диаметра сборочного барабана. Шаблон 3, перемещаясь к барабану, на клоняет обжимные рычаги 10 (сжатый воздух в пневмоцилиндрах 13 работает в этот момент как пружина) и поджимает их к кордному материалу, поддерживаемому пружиной 15.
При замене высокого давления низким в кольцевом пневмоцилиндре 9 шаблон 3, продолжая перемещаться к сборочному барабану, еще более наклоняет обжимные рычаги 10 и кольцевую пружину 15 на заворотных рычагах 6 до окончательного обжатия корда по заплечику барабана, после чего крыло приклеивается к корду.
Рычаги с зажатым кордом и шаблон 3 перемещаются в положение для посадки первого крыла.
Затем подают сжатый воздух высокого давления в кольцевой пневмоцилиндр 9, шаблон 3 отводят от сборочного барабана в положение для обработки первого крыла. Одновременно с отходом шаблона кольцевая пружина 15 разжимается под действием кольцевого пневмоцилиндра 9, заворачивая слои корда на крыло до диаметра, немного более диаметра крыла. Далее шаблон 3 продолжает плавный отход от сборочного барабана, освобождая рычаги 10 и 6. Затем шаблон 3 останавливается в положении, в котором при движении корпуса 1 к барабану кольцевая пружина 15 с зажатым кордом, упираясь в шаблон 3 через обжимные рычаги 10, прикатывает слои корда по профилю заплечика. При этом давление в кольцевом пневмоцилиндре 9 снимается, и пружина 15 плотно обжимает слои корда в зоне перехода от торцовой части барабана к короне. Операция по обработке первого крыла закончена. Корпус 1 и шаблон 3 перемещаются в исходное положение. Операции по обработке второго и третьего крыла аналогичны операциям по обработке первого крыла.
Механизм обработки борта отличается простотой конструкции, так как снабженный оригинальными манжетами и уплотнениями кольцевой пневмоцилиндр для подъема обжимных рычагов заменен подвижным в осевом направлении кольцом, взаимодействующим с гостированными цилиндрами одностороннего действия. Это нозволит увеличить наружный диаметр кольцевого пневмоцилиндра для разжатия заворотных рычагов до оси вращения рычагов, что увеличивает мощность пневмоцилиндра и обеспечивает качественную обработку борта многослойных по,крышек. Небольшие гостированные цилиндры одностороннего действия для перемещения кольца не создают избыточных усилий, что повышает долговечность деталей и надежность работы механизма. Кроме того, улучшаются ремонтные и эксплуатационные качества механизма, так как для его ремонта не нужно разбирать станок, а достаточно лишь снять небольшой пневмоцилиндр с корпуса рычажного механизма. Формула изобретения 1. Механизм обработки борта к станку для сборки покрышек пневматических шин, содержащий корпус с приводом его перемещения, подвижный в осевом направлении шаблон, соединенный со штоком силового 99 цилиндра, систему заворотных рычагов, имеюших на одном плече ролики, взаимодействующие с поршнем кольцевого пневмоцилиндра, систему обжимных рычагов, также имеющих на одном плече ролики и взаимодействующее с ними подвижное кольцо с приводом для его перемещения, отличающийся тем, что, с целью повышения надежности механизма при сборке грузовых и сельскохозяйственных покрышек, подвижное кольцо установлено на поршне кольцевого пневмоцилиндра системы заворотных рычагов. 2. Механизм по п. 1, отличающийся тем, что привод для перемещения кольца выполнен в виде пневмоцилиндров одностороннего действия, смонтированных на корпусе. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке № 2659374/23-05, кл. В 29Н 17/12; В 29Н 17/22, 1978. 2.Авторское свидетельство СССР № 328001, кл. В 29Н 17/12; В 29Н 17/22, 1969 (нрототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1978 |
|
SU718293A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU844367A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1970 |
|
SU422210A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1989 |
|
SU1608083A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1984 |
|
SU1154107A1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКАМ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU314661A1 |
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1985 |
|
SU1696314A2 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1986 |
|
SU1369915A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU328001A1 |
иг.
го
