Изобретение относится к устройствам промежуточного транспортирования изделий в процессе их обработки от одного технологического поста к другому, в частности для приема обрабатываемых разнотипных изделий с нескольких постов обработки и изби- рательного распределения на транспортирующие ветви к другим технологическим постам.
Целью изобретения является расширение технологических возможностей конвейера.
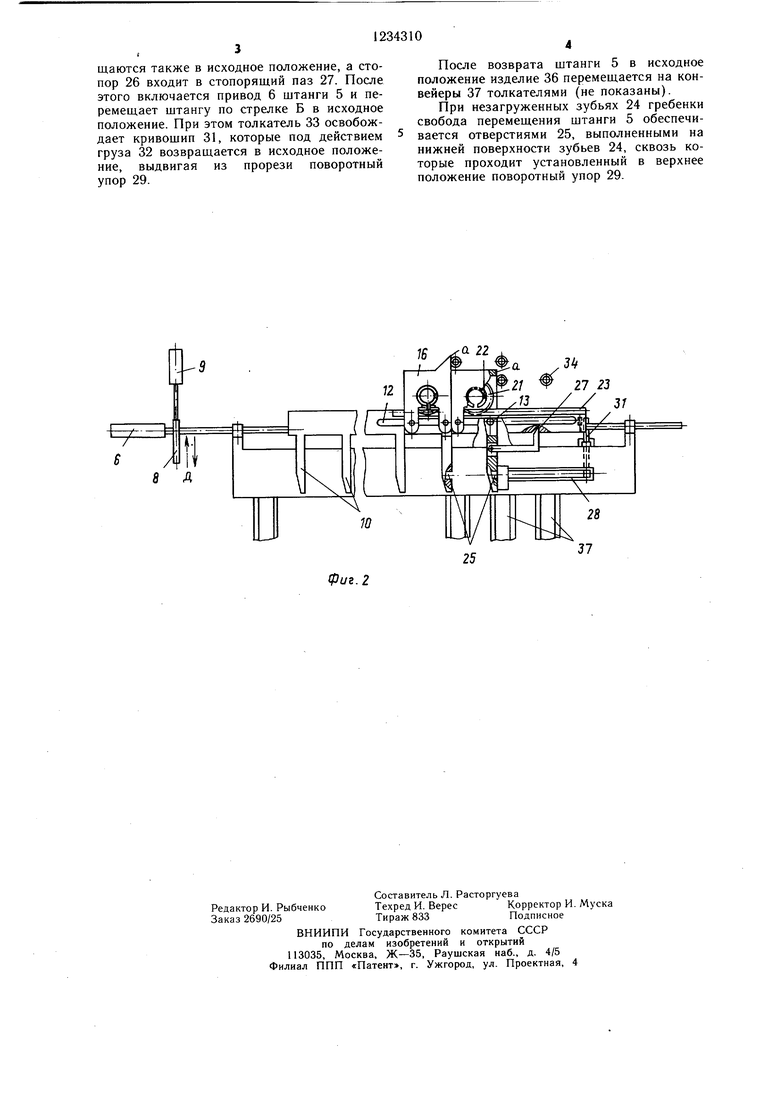
На фиг. 1 изображен шаговый конвейер, вид спереди; на фиг. 2 - то же, вид сверху.
На основании 1 с ребром жесткости 2 закреплены опоры 3 и 4, в подшипниках которых установлена своими цилиндрическими частями штанга 5 с захватами в виде зубьев гребенки. Штанга связана со штоком пневмопривода 6 линейного возвратно-поступательного перемеш,ения и через закрепленную на штанге шестерню 7 и кинематически связанную с ней зубчатую рейку 8 - со штоком пневмопривода 9 поворотного пе- ремеш,ения, зубья 10 гребенки штанги 5 опираются на плоскость основания 1. Транспортируемые изделия подают на входную часть основания 1 шаговыми конвейерами 11.
Штанга 5 имеет пазовое отверстие 12, в котором расположены ползуны 13, связанные с нижней 14 и верхней 15 плитами кареток 16. В плитах 14 и 15 кареток выполнены отверстия, в которых свободно установлены стойки 17. Верхняя оконечность стоек 17 снабжена стопорящими выступа- ми 18, размещенными в пазах вертикально установленных вилок 19, которые закреплены на верхних плитах 15 кареток. Стойки 17 снабжены криволинейным пазом 20, выполненным на боковой поверхности стоек. Между плитами 14 и 15 кареток на стой- ках 17 установлены шестерни 21. Поверхности отверстий шестерен 21 снабжены направляющими выступами 22, взаимодействующими с криволинейными пазами 20 стоек 17.
На боковой кромке штанги 5 закреплена зубчатая рейка 23, кинематически связанная с шестерней 21 кареток.
На нижней плите 14 кареток жестко закреплены зубья 24, которые снабжены отверстиями 25. На зубьях 24 крайней подвижной каретки щарнирно закреплен сто- пор 26, взаимодействующий со стенками стопорящего паза 27, выполненного в штанге 5.
В основании 1 выполнена прорезь 28, в которой установлен поворотный упор 29, жестко связанный с осью 30, установленной в основании 1. Упор 29 имеет кривошип 31, к которому подвешен груз 32.
Штанга 5 снабжена толкателем 33, взаимодействующим в процессе работы с кри- вошипом 31 поворотного устройства.
В районе перемещения подвижных кареток установлено необходимое количество
выдвижных упоров 34, связанных с приводами 35, управляемыми схемой управления устройства. Упоры 34 в процессе работы взаимодействуют с плоскостями а подвижных кареток. Транспортируемое изделие 36 поступает на конвейеры 37.
Предлагаемое устройство работает следующим образом.
Изделие 36 от технологического поста обработки поступает на основание 1 механизма. По сигналу датчика (не показан) о поступлении изделия схема управления включает привод 6 линейного возвратно- поступательного перемещения штанги 5, которая начинает перемещаться по стрелке А. При этом зубья гребенки 10 перемещают изделие по основанию 1 в место разгрузки на один шаг. По окончании шага перемещения штанги 5 в горизонтальной плоскости схема управления включает привод 9, который протягивает зубчатую рейку 8 по стрелке Д, вращает шестерню 7, а вместе с ней и щтангу 5 до установки зубьев 10 и 24 гребенок в вертикальное положение. Приводом 6 штанга 5 возвращается в исходное положение. После этого срабатывает привод 9, возвращая зубья штанги 5 в горизонтальное положение, укладывая их на поверхность основания 1.
При повторном цикле работы зубья 24 гребенки кареток 16 подхватывают изделия, перемещенные зубьями 10 гребенки в предыдущем цикле. По окончании щага перемещения зубья 24 гребенки каретки через изделие 36 упираются в поворотный упор 29, в результате чего движение каретки прекращается, а штанга 5 продолжает перемещаться по стрелке А. В результате движения одной только штанги 5 шарнирно закрепленный стопор 26 выводится из стопорящего паза 27, а толкатель 33 штанги 5, воздействуя на кривошип 31, опускает поворотный упор 29. При этом каретки растормаживаются. Стойка 17 с фиксирующим ее от вращения стопорящим выступом 18 под действием собственного веса начинает перемещаться по стрелке В, вращая при этом шестерню 21, которая вследствие зацепления с зубчатой рейкой 23 штанги 5 перемещает каретки 16 по стрелке Е в место очередной разгрузки. По команде схемы управления выдвигается один или несколько выдвижных упоров 34, на которые в процессе перемещения каретки 16 упираются поверхностями а, останавливаясь напротив входов в желоба конвейеров 37 перемещения изделий 36 на следующий технологический пост В процессе возврата приводом 9 штанги 5 в вертикальное положение зубьев 10 и 24 гребенок стойки 17 своими нижними оконечностями упираются в ребро жесткости 2 и по мере разворота штанги 5 занимают верхнее исходное положение. При этом подвижные каретки перемещаются также в исходное положение, а стопор 26 входит в стопорящий паз 27. После этого включается привод 6 штанги 5 и перемещает щтангу по стрелке Б в исходное положение. При этом толкатель 33 освобождает кривощип 31, которые под действием груза 32 возвращается в исходное положение, выдвигая из прорези поворотный упор 29.
После возврата щтанги 5 в исходное положение изделие 36 перемещается на конвейеры 37 толкателями (не показаны).
При незагруженных зубьях 24 гребенки свобода перемещения штанги 5 обеспечивается отверстиями 25, выполненными на нижней поверхности зубьев 24, сквозь которые проходит установленный в верхнее положение поворотный упор 29.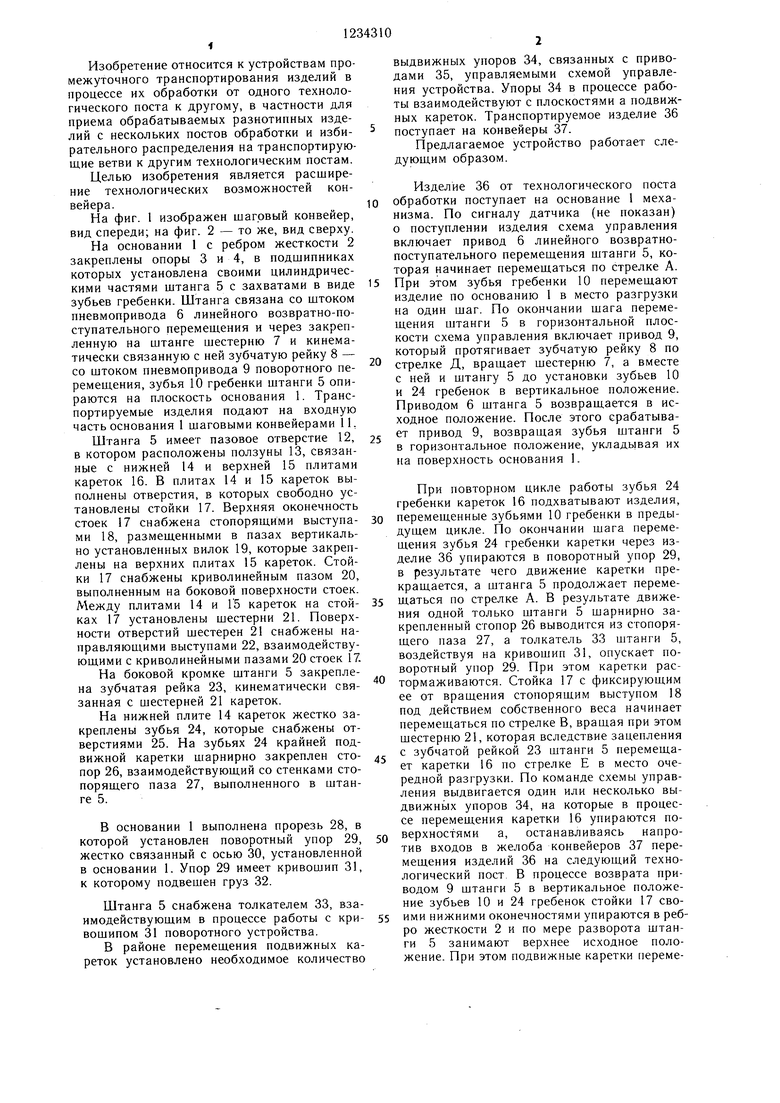
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая транспортная установка для передачи изделий с одного конвейера на другой | 1974 |
|
SU557014A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Пресс для вырубки заготовок из плоского материала | 1983 |
|
SU1119762A1 |
| Устройство для вырубки заготовок из плоского материала | 1985 |
|
SU1238866A1 |
| Устройство для вырубки заготовокиз лиСТОВыХ МАТЕРиАлОВ | 1978 |
|
SU802071A2 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Устройство для приема и выдачи штанг на буровом станке | 1974 |
|
SU485217A1 |
| Сборочный конвейер | 1972 |
|
SU477907A1 |

U 22
3if
фиг. 2
| Терган В | |||
| С | |||
| Основы автоматизации производственных процессов в приборостроении | |||
| М.: Высшая школа, 1978, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
| ШАГОВЫЙ ТРАНСПОРТЕР С ФЛАЖКАМИ | 0 |
|
SU276794A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
