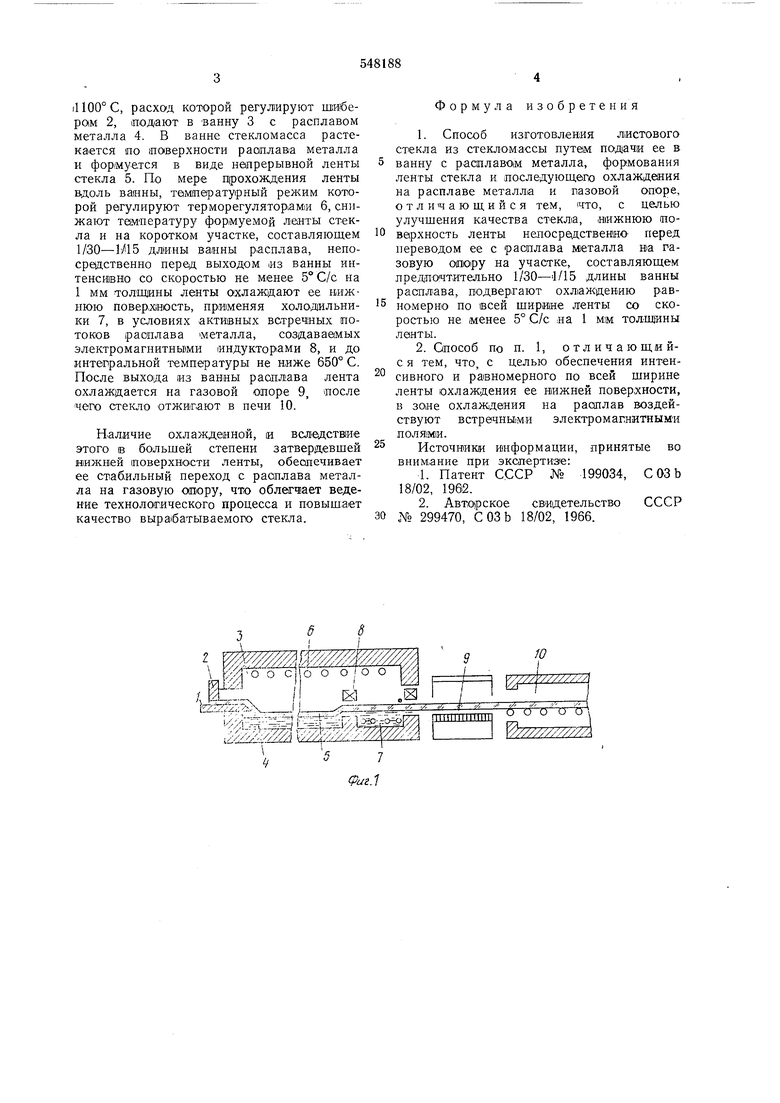
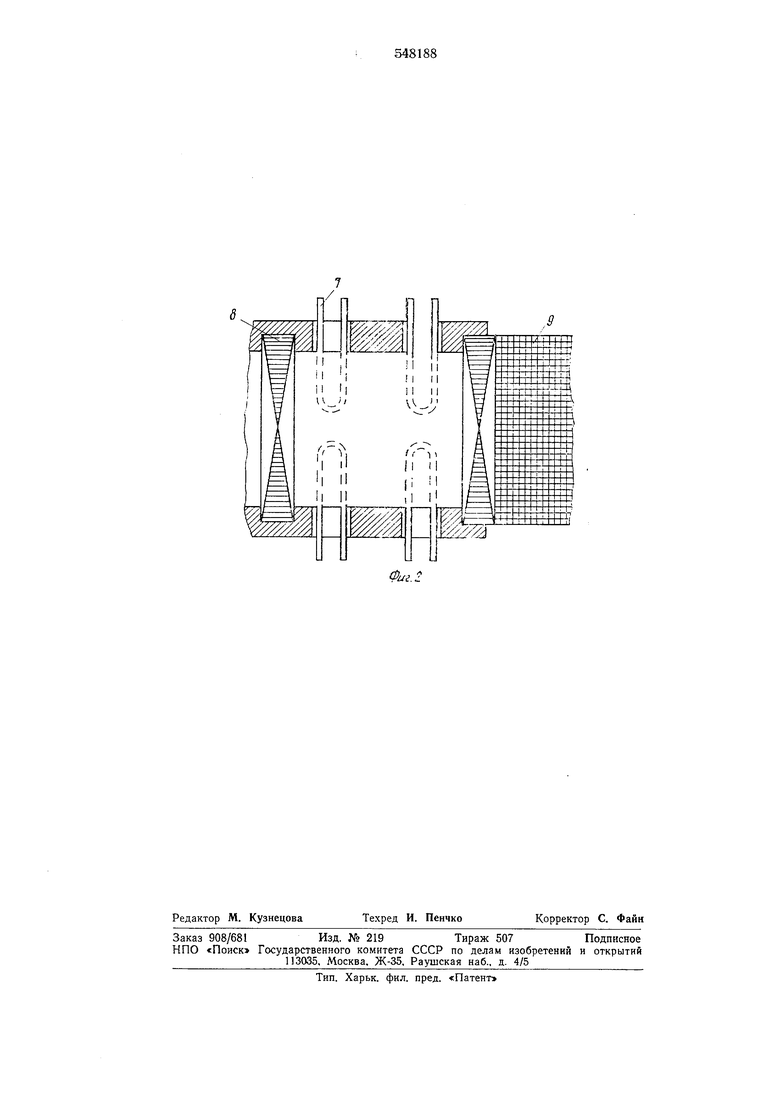
illOO°C, расход которой регулируют шиберам 2, подают в ванну 3 с расплавом металла 4. В ванне стекломасса растекается по (поверхности рааплав(а металла и фор(муется в виде непрерывной ленты стекла 5. По мере прохождения ленты вдоль ванны, тампе1рату|рный режим которой регулируют терморегуляторами 6, снижают тампературу формуемой стекла и на коротком участке, составляющем 1/30-W15 длмны ванны расплава, непосредственно перед выходом «з ванны интенси1вно со скоростью не менее 5° С/с на 1 мм толщины ленты охлаж)дают ее нижнюю поверхность, применяя холод)ильники 7, в условиях активных встречных потоков расплава металла, создаваемых электромагнитными индукторами 8, и до инте-гральной температуры не ниже 650° С. После выхода из ванны расплава лента охлаждается на газовой опоре 9, иосле чего стекло отжишают в печи 10.
Наличие охлажденной, и всл едствие этого в большей степени затвердевщей нижней поверхности ленты, обеспечивает ее стабильный переход с расплава металла на газовую опору, что облегчает ведение технологического процесса и повыщ,ает качество выра батываемого стекла.
Формула изобретения
1.Способ изготовления листового стекла из стекломассы путем подачи ее в ванну с расплавом металла, формования ленты стекла и последующего охлаждения на расплаве металла и газовой опоре, отличающийся тем, что, с целью улучшения качества стекла, нижнюю пове(рхность ленты непосредственно- перед переводом ее с расплава м)еталла на газовую опору на участке, составляющем предпочтительно 1/30--1/15 длины ванны расплава, подвергают охл1аждению равномерно по всей щирине ленты со скоростью не менее 5° С/с на 1 мм толщины ленты.
2.Способ по п. 1, отличающийс я тем, что, с целью обеспечения интенсивного и равномерного по всей щирине ленты охлаждения ее нижней поверхности, в зоне охлаждения на расилав воздействуют встречными электромагнитнымИ .
Источники И1пформации, принятые во внимание при экспертизе:
1.Патент СССР № 199034, СОЗЬ 18/02, 1902.
2.Авто)рское свидетельство СССР № 299470, СОЗЬ 18/02, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства листового полированного стекла | 1977 |
|
SU678849A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2000 |
|
RU2183203C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2203230C2 |
| Способ изготовления листового стекла и устройство для его осуществления | 1974 |
|
SU619094A3 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2291123C1 |
| Способ изготовления листового стекла | 1974 |
|
SU923362A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ГАЗОВЫХ ПОТОКОВ ЗАЩИТНОЙ АТМОСФЕРЫ В ВАННЕ РАСПЛАВА ПРИ ПРОИЗВОДСТВЕ ФЛОАТ-СТЕКЛА | 2005 |
|
RU2291122C1 |
| Способ изготовления листового стекла | 1975 |
|
SU556593A1 |
| Способ производства листового полированного стекла | 1977 |
|
SU668239A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
0000 С;
ltar.;:0.. I ,S:r
1//УГ--;5- -1 Р-- --1/, О35-.-СЖ / / л - } 1- - -- Ю
Wо о о о о
У//7////////77
