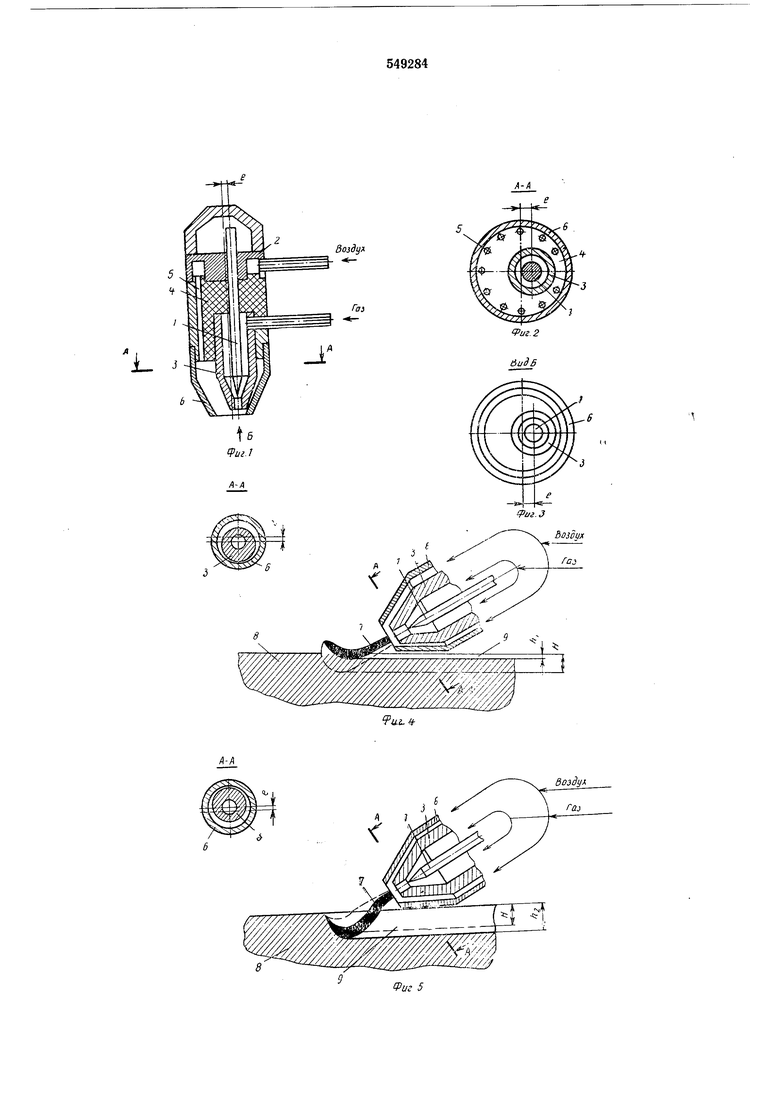
токоведущее сопло 3, корпус 4 с отверстиями 5 и наружное фокусирующее сопло 6. Плазменная.дуга 7, горящая на изделие 8, в процессе резки выплавляет канавку 9.
На чертеже обозначено:
е - расстояние между осью электрода и центром наружного сопла;
b - ширина выплавляемой канавки, получающаяся при симметричном расположении внутреннего и наружного сопла;
В - ширина выплавляемой канавки, получающаяся при эксцентричном расположении внутреннего и наружного соиел в плоскости, параллельной линии реза;
Я - глубина выплавляемой канавки при симметричном расположении внутреннего (токоведущего) и наружного (электрически нейтрального) сопел;
h - глубииа выплавляемой канавки при эксцентричном расположении внутреннего (токоведущего) и наружного (электрически нейтрального) сопел, причем при таком их расположении расстояние между ними в вертикальной плоскости и со стороны, примыкающей к обрабадаваемому металлу, меньше, чем расстояние с обратиой стороны;
/jj - глубииа выплавляемой канавки при эксцентричном расположении виутреннего (токоведущего) и наружного (электрически нейтрального) соиел, иричем при таком расположении сопел расстояние между ними в вертикальной плоскости со стороны, иримыкающей к обрабатываемому металлу, больше, чем расстояние с обратной стороны.
Описываемая горелка для плазменно-дуговой резки работает следующим образом.
Охлаждающий воздух через камеру электрододержателя 2 и отверстия 5 кориуса 4 подается в камеру, образованную внутренним токоведущим соплом 3 и наружным фокусирующим соплом 6, которые установлены эксцентрично один относительно другого. Поток охлаждающего воздуха распределяется по скоростям истечения в зависимости от проходного сечения.
Чем больше сечение отверстия, тем меиьше скорость и давление воздущного потока. Плазменная дуга 7, гарящая на изделие 8, отклоняется в сторону мииимальиого давления воздушного потока.
Используя различные положения при сме
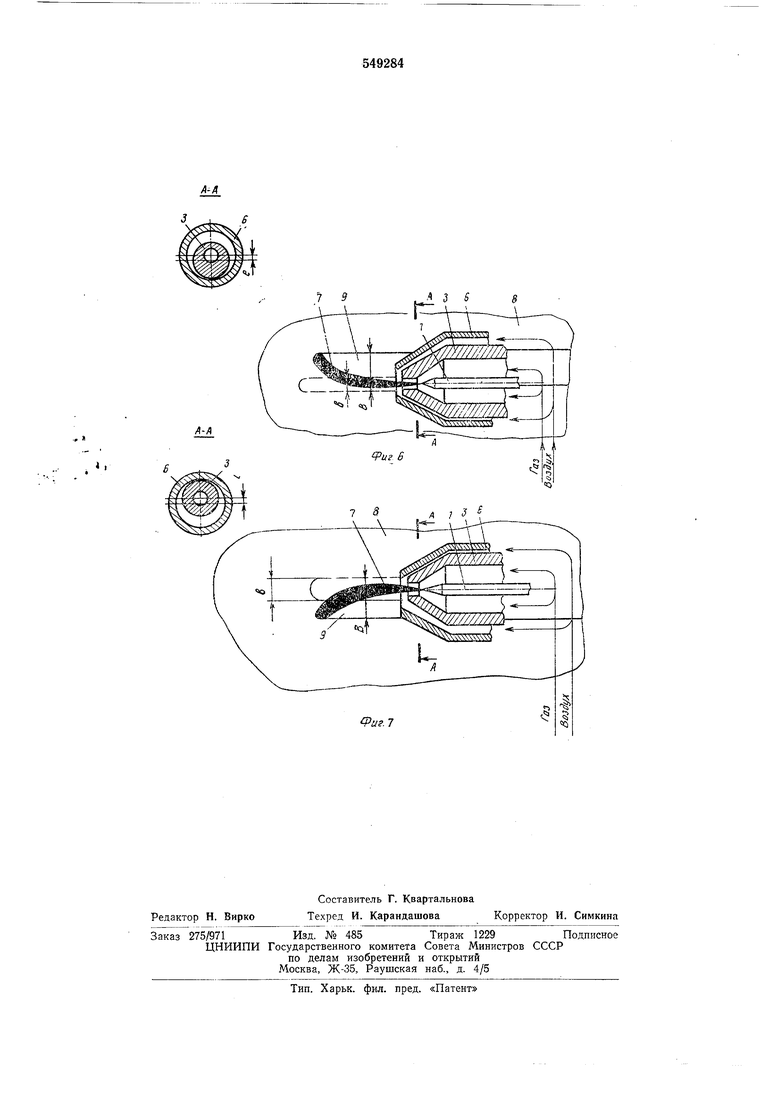
щеиии внутреннего токоведущего сопла 3 и электрододержателя 2 относительно иаружиого фокусирующего соила 6, можио иолучить выилавляемые канавки 9 различной ширины и глубииы. Так, при смещении внутреннего токоведущего сопла 3 и электрододержателя 2 отиосительио наружного фокусирующего сопла вниз по вертикали (см. фиг. 4) глубина канавки h получается меиьше глубииы каиавки Я. При смещении внутреннего токоведущего соила с электрододержателем относительно наружного токоведущего сопла вверх но вертикали (см. фиг. 5) глубина канавки получается больше глубииы канавки Я.
Для получения канавок большей щирины (В Ь внутреннее токоведущее сопло с электродом смещают вправо (см. фиг. 7) или влево , см. фиг. 6) относительно наружного фокусирующего сопла в зависимости от условий обработки изделия.
Таким образом, охлаждаюищй воздух используют для охлаждения наружного и внутреннего сопел и для отклонения плазменноГг дуги в сторону, причем отклонение плазменной дуги происходит за пределами внутреннего токоведущего соила, что увеличивает его срок службы.
Ф о 5 м у л а и 3 о б р е т е и и я
Горелка для илазменно-дуговой поверхностной резки, содержащая внутреннее токоведуи1ее сопло с расположенным внутри него электродом и наружное фокусирующее сопло, отличающаяся тем, что, с целью повышения срока службы внутреннего токоведущего сопла и повышения производительности горелки за счет ведення процесса на повышенных токовых режимах, наружное фокусирующее соило установлено эксцентрично внутреннему токоведущему соплу, при этом электрод во внутреннем сопле установлен концентричио.
Источники информации, принятые во внимание при экспертизе:
1.Патеит США jYe 3597578; 219-121; 1971 г.
2.Патент США 3272959; 219-75; 1966.
3.Авторское свидетельство СССР Л1 509018; В 23 К 31/10; 1972 г. - прототип.
Во}дул
L.
д-д
А-А
41111.3
bosoux
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-дуговой поверхностной резки | 1977 |
|
SU737173A1 |
| Способ плазменно-дуговой поверхностной резки | 1977 |
|
SU738804A1 |
| Устройство для плазменно-дуговой резки | 1980 |
|
SU944843A1 |
| Способ многопроходной плазменнодуговой резки | 1977 |
|
SU733929A1 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU903041A1 |
| Способ дуговой обработки | 1978 |
|
SU749602A1 |
| Способ плазменно-дуговой поверх-НОСТНОй РЕзКи | 1979 |
|
SU816727A1 |
| Способ плазменно-дуговой поверхностной резки | 1975 |
|
SU554977A1 |
| Горелка для плазменно-дуговой резки | 1977 |
|
SU727367A1 |
| Способ многопроходной плазменно-дугОВОй РЕзКи | 1979 |
|
SU823040A1 |
доздуг.
Y
Фиг 5
1 ,
fpa.7
