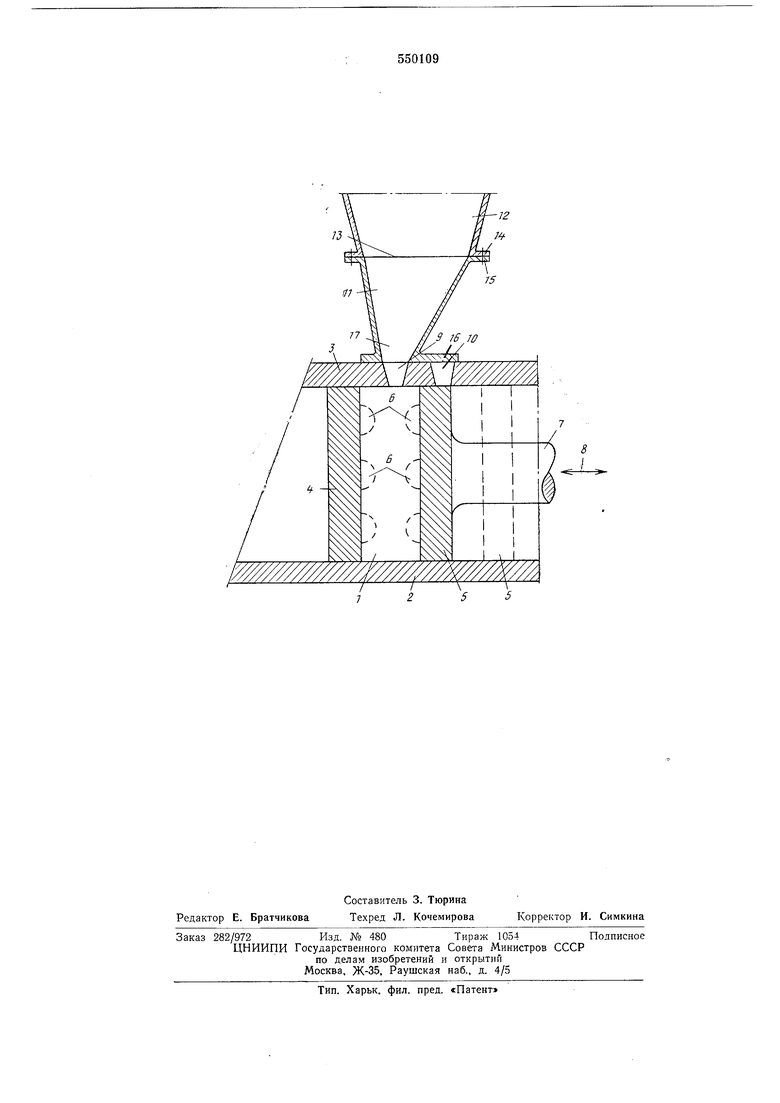
жет возвратно-поступательно перемещаться, как это показано на чертеже двойной стрелкой 8. Длина хода и/или центральной точки этого возвратно-поступательного перемещения может быть отрегулирована на требуемую толщину формы (на чертеже не показана), предназначенной для изготовления в камере / прессования.
На чертеже стенка 5 показана сплошной линией в своем внутреннем конечном положении при изготовлении относительно тонких форм; такое же положение при производстве сравнительно толстых форм показано штриховой линией.
Верхняя стенка 3 камеры прессования имеет два вертикальных канала 9 и 10. Канал 9 соединен с воронкой П, соединяющейся с загрузочным бункером 12, который содержит надлежащее количество формовочной смеси и может быть помещен под давлением, когда камера / прессования должна заполняться этой смесью. Обычно операция заполнения осуществляется, когда стенка 5 занимает свое правое или внешнее конечное положение (иа чертеже не показано) так, что загруженная смесь поджимается стенкой 4 в ходе направленного вперед хода стенки 5.
Выходное отверстие 13 загрузочного бункера 12 окружено фланцем 14, который с помощью болтов (начертеже не показаны) или .другим образом прижимается вместе с верхним фланцем 15 на воронке 11. Фланец 16 воронки 11 плотно садится на верхнюю сторону верхней стенки 3 камеры / прессовапия и окружает выходное отверстие 17, имеющее форму, подобную форме канала 9. Выходное отверстие 17 не располагается вертикально ниже центра выходного отверстия 13 загрузочного бункера 12. Фактически оно смещено вбок на расстояние, соответствующее половине расстояния между каналами 9 и 10.
Фланец 16 воронки // закрывает неработающий канал 10 в верхней стенке 3 камеры / прессования.
Когда канал 10 должен быть введен в использование при производстве более толстых форм, воронка // отсоединяется от загрузочного бункера 12 и разворачивается на 180° в горизонтальной илоскости так, что выходное отверстие 17 оказывается на одном уровне с каналом 10, в то время как фланец 16 прикрывает канал 9.
Формула изобретения
Устройство для изготовления безопочных
литейных форм, содержащее камеру ирессования, одна из вертикальных стенок которой выполнена подвижной вдоль горизонтальной оси, а верхняя ее стенка имеет два вертикальных канала, загрузочный бункер для
формовочной смеси и воронку, установленную между верхней стенкой камеры прессования и загрузочным бункером и имеющую выходное отверстие, соответствующее по форме вертикальным сквозным каналам и смещенное в осевом направлении относительно оси подачи формовочной смеси, отличающееся тем, что, с целью изменения толщины литейной формы в зависимости от высоты модели для уменьшения расхода формовочной смеси, воронка выполнена с фланцем, расположенным у ее выходного отверстия и перекрывающим неработающий вертикальный сквозной канал, а смещение выходного ее отверстия относительно оси подачи формовочной смеси равно иоловине расстояния между вертикальными сквозными каналами.
Источник информации, принятый во внимание при экспертизе;
1. Патент США №3589431, кл. 164-172, 29.06.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления безоопочных литейных форм | 1976 |
|
SU612751A1 |
| Машина для изготовления безопочных литейных форм | 1981 |
|
SU954143A1 |
| Способ изготовления строительных кирпичей из прессованной земли и установка для его осуществления | 1984 |
|
SU1839653A3 |
| СМЕСИТЕЛЬНАЯ И МЕСИЛЬНАЯ МАШИНА С ЭФФЕКТИВНОЙ ВЫТЯЖНОЙ ВЕНТИЛЯЦИЕЙ В ОБЛАСТИ ПОДАЧИ | 2019 |
|
RU2800437C2 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ И ПРЕССОВАНИЯ СЫРА | 1971 |
|
SU314495A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Устройство полусухого прессования керамических изделий | 2018 |
|
RU2704154C2 |
| Установка для автоматического контроля физико-механических свойств формовочной смеси | 1991 |
|
SU1814726A3 |
| Установка для регенерации формовочных смесей | 1980 |
|
SU910309A1 |
| Установка для регенерации формовочных смесей | 1980 |
|
SU929302A2 |