(54)
ШТАМП ДЛЯ ВДАВЛИВАНИЯ И ПРОТЯЖКИ ИЗДЕЛИЙ TffflA СТАКАНОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Штамп для радиальной калибровки изделий | 1988 |
|
SU1581457A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Штамп для выдавливания | 1977 |
|
SU659271A1 |
| Штамп для получения изделий типа цилиндрических стаканов | 1977 |
|
SU759190A1 |
| Штамп | 1977 |
|
SU743769A1 |
| Штамп для обратного выдавливания изделий типа стаканов | 1987 |
|
SU1472172A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
Изобретение относится к обработке металлов давления, а именно к конструкциям штампс/в .
Известен штамп для выдавливания и протяжки изделий типа стаканов, содержащий неподвижный корпус, размещенную в его полости подвижную в осевом направлении матриц со сквозной конической рабочей полостью, йуансон для оформления полости изделия и взаимбдействуюп.шй с матрицей подвижный донный пуансон }.
Известный штамп не обеспечивает требуемого качества получаемых изделий .
Целью изобретения является повышение качества изделий.
Цель достигается тем, что штамп снабжен охватываюпмм донный пуансон кольцевым толкателем матрицы и взаимодействующим с неподвижным корпусом механизмом фиксации донного пуансона в осевс 1 аправлении относительно толкателя матрицы.
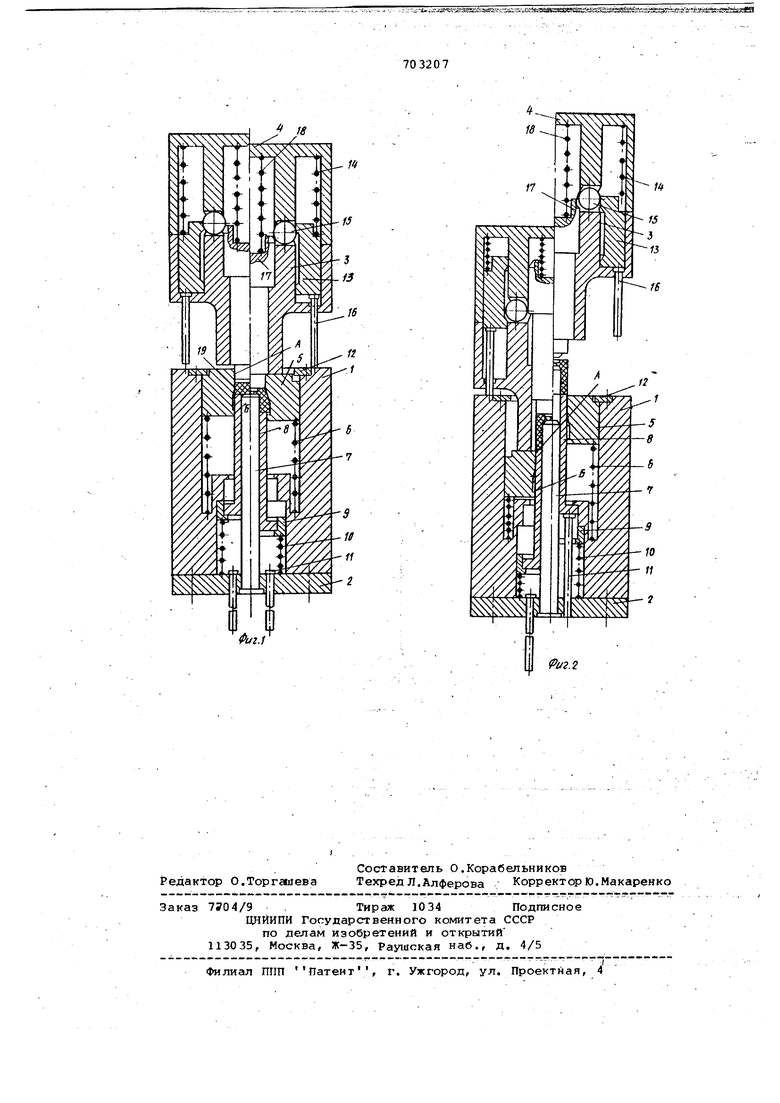
На фиг. 1 изображен штамп в исходном положении (левая часть) и в стадии предварительного дефо1 шрования заготовки (правая часть); на фиг. 2 - то же, в конечной стадии
х - ,
деформирования заготовки (левая часть) и в момент съема детали (правая часть) .
Штамп содержит неподвижный корпус
1 с подкладной плитой 2 и корпус 3 с плитой 4. В нижнем корпусе i установлена подвижная матрица 5 на пружине 6 .
Q Внутри корпуса 1 находится донный пуансон 7, один конец которого жестко закреплен в пбдкладной плите 2,, а другой расположен в рабочей полости матрицы 5. Контейнерная часть
, (она же и раббчая) выполнена с цилиндрическим редуцирующим пояском А и с конической поверхностью. В .кольцевой полости между направляю,щим пояском В матрицы 5 и пуансоном
j 7 установлен толкатель 8, который опирается на кольцо 9, Удерживаемое в верхнем крайнем положении пружиной 10. В опорной плите 2 установлены выталкиватели 11, которые могут
5 свободно перемещать толкатель 8 относительно пуансона 7 и матрицы 5, движение которой вверх ограничено клеммами 12. В кольцевых полостях выполненных соосно в плите 4 и верхнем корпусе 3 установлено подвижное
-; стопорное кольцо 1,3 с выточкой по
внутреннему диаметру. Постояйно от-;. ..:,жимаёмре в нижнее положение пружиной 14 стопорное колЬцо : бнта1с т руёт с 15, установленными в радиапь- но выполненных пазах плиты 4, а : также с толкателя 16, установленнЫ-ш в отверстиях корпуса 3. Кроме .того, в корпусе 3 уст-аповлен подвижнтлй пуансон 17 дня оформпения попости издглййукоторый опирается на пруркину 18 и контактирует своей конической повзрхностьга с шарами 15.
Заготовку Г9помещают в контейнерную часть матрицы и уклаДЕЛвают на
. .пуансон 7 и толкатель 8, Прикладавая первоначально усилие одновременно к пуансону 17 и матрице 5, деформируют.заготовку 19 на пуансон 7 с истечением металла в направлении движения пуансона и матрицы. После завершения первоначальнойстадии вы давливання снимают нагрузку с пуансона 17 и дальнейшим движением матрицы 5 в том же направлении осуществ-,
,;.,, дяют редуцирование выдавленной заготовки с пуансоном 7 внутри.
Штамп при этом работает следую- . tifflM образом,
После укладки заготовки в крн тёйн ёрнук часть матрицы 5 движением ползуна пресса вниз смыкают пуансон 17 с матрицей 5, образуя нужную
Г IeOMeTpHio рабочей полости, .и в сомкнутом.состоянии пуансон иматрица . деформируют заготовку на пуансоне 7. При этом стопорное кольцо 13 пружиной 14 опущено в нижнее: крайнее положение шары 15 сдвинуты к оси штам па и пуансон 17 жестко опирается на своей кЙничеЬкой поверхн:Ьсть:).
В конце процесса первоначального
деформирования затотов1си с припус-..
ком Под ре,1г/цирЬвание, толкатель 16
упирйясБ внижний корпус Г, по дни-. .
мают стопорное кОЯьЦо, совмещая выточку по внутреннему его диаметру с горизонтальной осью йаров. В этот flf W«ff1tet 1McTiteM ; мир 5ван:ия кон и чес ко HdWilSsrere iio : пуансона 17 раздвигают шары 15,соз давая условия свободг ого перемещения пуансона вдольocvf штампа (усилием пружины 18 пренебрегают). Даль703207
нейшим ходом ползун.а пресса матрицу 5 перемешают относительно пуансона 17 и редуцируют предварительно сдеФормированную заготовку с тег«1 же пуансоном внутри цилиндрическим ред цируюцэдм пояском А. При этом пуансон 17, сжимая пружину 18, перемешается относительно корпуса 3 вверх а толкатель 8 под действием выдавливаемого металла, сжимая пружину 10, опускается вниз, .
При подъеме ползуна пресса пружин ой 18 возвращают пуансон 17 в его исходное положение, а под eйcтвиeм пружины 14 стопорное кольцо 13 опускают вниз/и конической поверхностью выточки смещают шары 15 к центру, создавая первоначальные условия жесткого стопОрения пуансона в корпусе 3,.
Кроме того, стопорным кольцом 13 опускают толкатели 16, Полученную деталь снимают с пуансона 7 и перемещают вышеУРОВНЯ зеркала матрицы толкателем 8 с помощью выталкивателейИ,
Предлагаемый штамп позволяет изготавливать высококачественные изделия типа стаканов.
Формула ; Изобретения
Штамп для вдавливания и протяжки изделий типа стаканов, содержащий неподвижный корпус, размеш,енную в его полости подвижную в осевом направлении, матрицу со сквозной конической рабочей полостью, пуансон для оформления полости изделия и взаимодействуюиий с матрицей .подвижный донный пуансон, отличающ и и с я тем, что, с целью повышения качества изделий, он снабжен охватывающим донный пуансон кольцевым толкателем матрицы и взаимодей-С:т йуК)ЩйМ и ггеподвижным корпусом механизмом фиксаций донного пуансона в осевом направлении относительно толкателя матрицы,
Источники информации, принятые О внимание при экспертизе 1, Справочник Холодная объем.ная штамповка под ред, .Г.А.Навроцкого идрТ, М,, 1973, с, 264-265, рис. 3,
Фиг.1
иг.2
