готовки по инструменту. Ширина грани D в каждом сечении инструмента равна величине, при которой ее проекция на илоскость основания составляет разницу между шириной инструмента и суммой величин /1+4+4. где /3 - ширина калибрующей иоверхности.
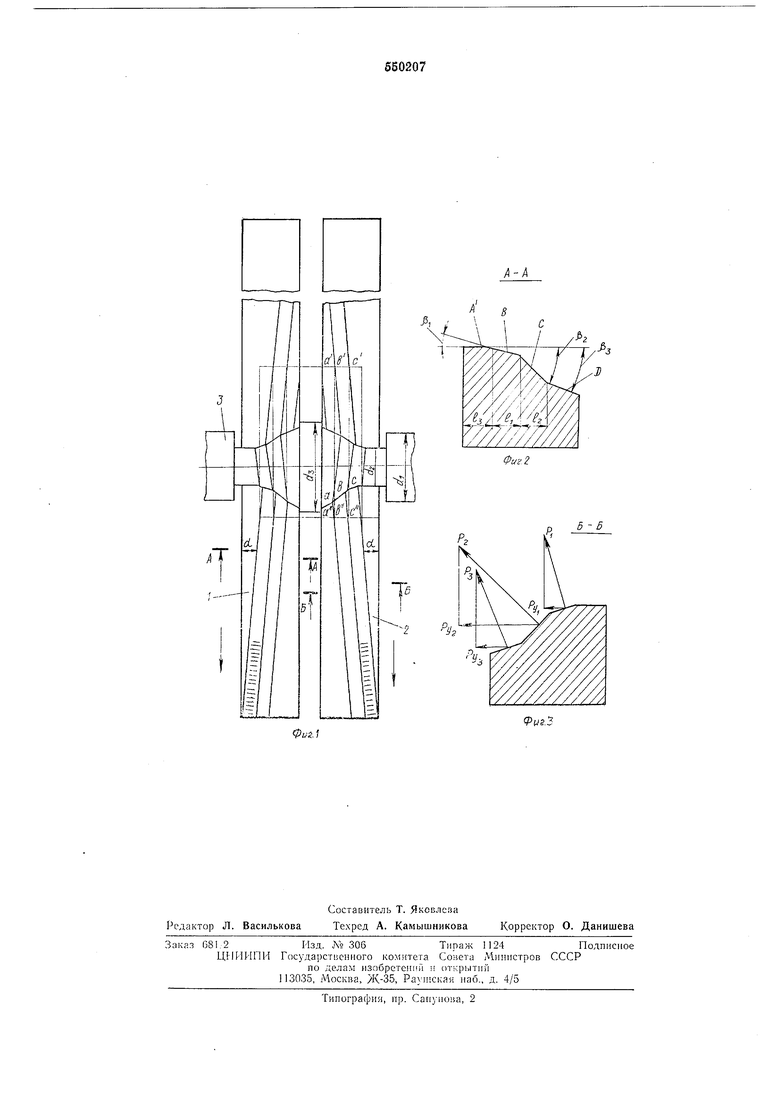
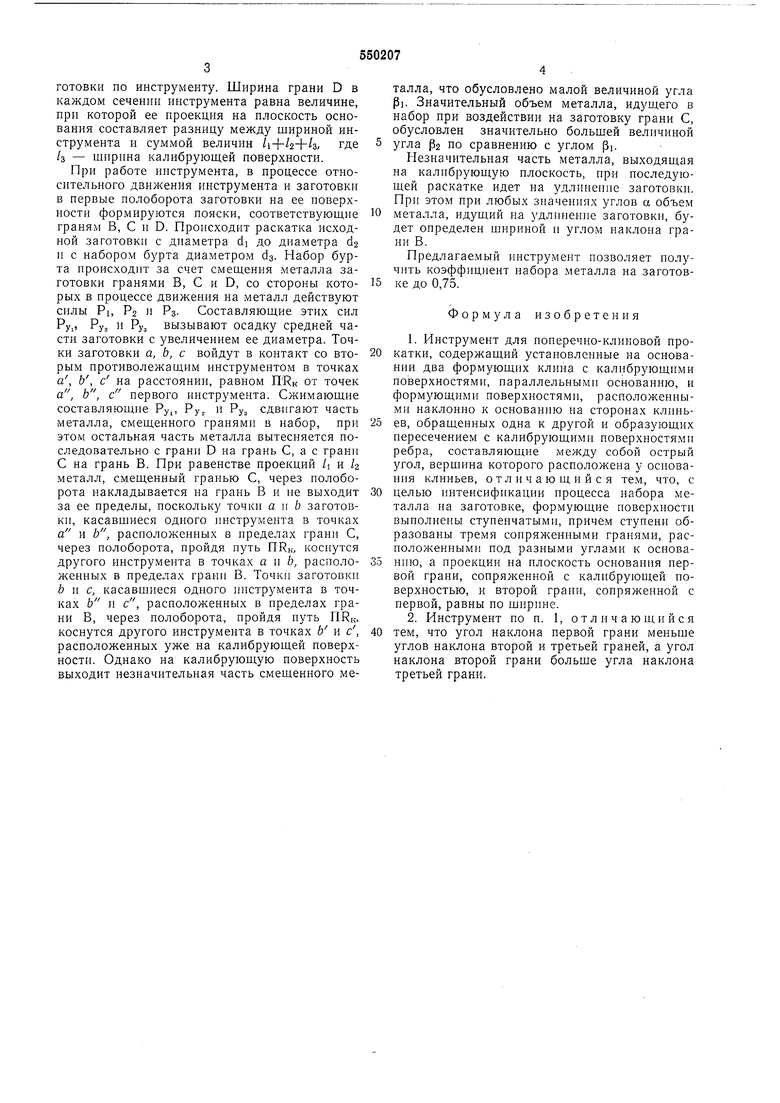
При работе ииструмента, в процессе относительного движения инструмента и заготовки в первые полоборота заготовки иа ее поверхности формируются пояски, соответствующие граням В, С и D. Происходит раскатка исходной заготовки с диаметра di до диаметра d2 II с набором бурта диаметром da- Набор бурта происходит за счет смешения металла заготовки гранями В, С и D, со стороны которых в процессе движения на металл действуют силы PI, Р2 и РЗ- Составляющие этих сил Ру1 Ру2 и Руз вызывают осадку средней части заготовки с увеличением ее диаметра. Точки заготовки а, Ь, с войдут в контакт со вторым противолежащим инструментом в точках а , Ь, с на расстоянии, равном ПКк от точек а, Ъ, с первого инструмента. Сжимающие составляющие Ру, Ру, и Ру., сдвигают часть металла, смещенного гранями в набор, при этом остальная часть металла вытесняется последовательно с грани D на грань С, а с грани С на грань В. При равенстве проекций 1 и 4 металл, смещенный гранью С, через полоборота накладывается на грань В и не выходит за ее пределы, поскольку точки а Ь заготовки, касавшиеся одного инструмента в точках а и Ь, расположенных в пределах грани С, через полоборота, пройдя путь ПКк, коснутся другого инструмента в точках а и Ь, расположенных в пределах грани В. Точки заготовки Ь и с, касавшиеся одного инструмеита в точках Ь и с, расположенных в пределах грани В, через полоборота, пройдя путь ПКк. коснутся другого инструмента в точках Ь и с , расположенных уже на калибрующей поверхности. Однако на калибрующую поверхность выходит незначительная часть смещенного металла, что обусловлено малой величиной угла РЬ Значительный объем металла, идущего в набор при воздействии на заготовку грани С, обусловлен значительно большей величиной угла р2 по сравнению с углом Рь
Незначительная часть металла, выходящая на калибрующую плоскость, ири последующей раскатке идет на удлинение заготовки. При этом при любых зиачениях углов а объем
металла, идущий на удлинение заготовки, будет определеи шириной и углом наклоиа грани В.
Предлагаемый инструмент позволяет получить коэффициент набора металла на заготовке до 0,75.
Формула изобретения
1.Инструмент для иоперечно-клиновой прокатки, содержащий установленные на основании два формующих клииа с калибрующими поверхностями, параллельными основанню, и формующими поверхностями, расположенными наклонно к основанию на сторонах клиньев, обращенных одна к другой и образующих пересечением с калибрующими поверхностями ребра, составляющие между собой острый угол, вершина которого расположена у основания клиньев, отличающийся тем, что, с
целью интенсификации процесса набора металла на заготовке, формующие иоверхности выполиепы ступенчатыми, причем ступени образованы тремя соиряженными гранями, расположенными под разными углами к основанию, а ироекции на плоскость основания иервой грани, сопряженной с калпбруюпхей поверхностью, и второй грани, сопряженной с первой, равны по ширине.
2.Инструмент по п. 1, отличающийся тем, что угол наклона первой грани меньще
углов наклона второй и третьей граней, а угол наклона второй грани больше угла наклона третьей грани.
/3-Л
Л
Фуг.З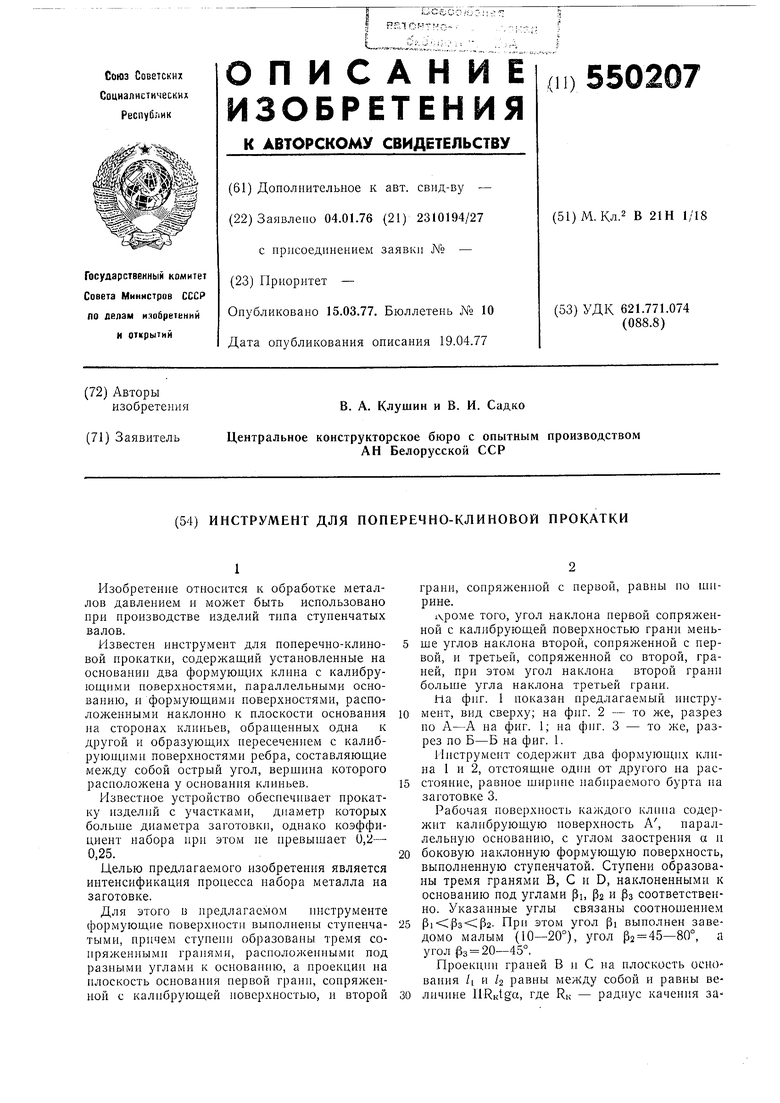
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU504601A1 |
| Валок для получения буртов на заготовках, имеющих форму тел вращения | 1978 |
|
SU780938A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU856633A1 |
| Способ поперечно-клиновой прокатки | 1979 |
|
SU837509A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Инструмент для поперечно-клиновой прокатки | 1974 |
|
SU489569A1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU622550A1 |
| Инструмент для развальцовки труб | 1978 |
|
SU804108A2 |