1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий типа кулачковых валов.
Известен способ поперечно-клиновой прокатки, содеражщий раскатку стержней с буртами клиновыми инструментами, установленными по методу прямой прокатки, либо по методу обратной прокатки l.
Недостатком данного способа является то, что с его помощью получают детали только с симметричным относительно оси детали наружным профилем.
Известен также способ поперечноклиновой прокатки, при котором заготовку цилиндрической формы прокатывают с образованием бурта и осществляют формовку бурта клиновыми инструментами сначала прямой, а затем обратной прокаткой L2.
Недостатком этого способа является то,- что при его осуществлении процесс раскатки стержня и процесс набора бурта проводят одновременно Движущимися клиновыми инструментами захватывают прокатываемую заготовку -и приводят ее во вращение, наклонными гранями инструмента, установленными по способу обратной про- катки, сжимают участок длины заготовки и осаживают из него бурт. Осевые усилия, прилагаемые к бурту, действуют симметрично относительно оси детали на симметричные объемы металла. Таким образом, нельзя создать условия, обеспечивающие асимметричное распределение металла относитель0но оси изделия, т.е. способ исключает получение изделий со ступенями ассиметричного профиля.
Цель изобретения - расширение технологических возможностей путем
5 получения ступеней на заготовке ассиметричного профиля.
Поставленная цель достигается гем, что в способе поперечно-клиновой прокатки, при котором заготовт
0 ку цилиндрической формы прокатывают с образованием бурта и осуществляют формовку бурта клиновыми инструментами сначала прямой, а затем обратной проксткой, фсррмовку бурта кли5новыми инструментами осуществляют в два этапа, на первом этапе осуществляют раскатку части цилиндрической поверхности бурта с длиной дуги L, равной длине инструмента, а на втором этапе перераспределяют
0
атериал из краев раскатанной части урта в нераскатанную.
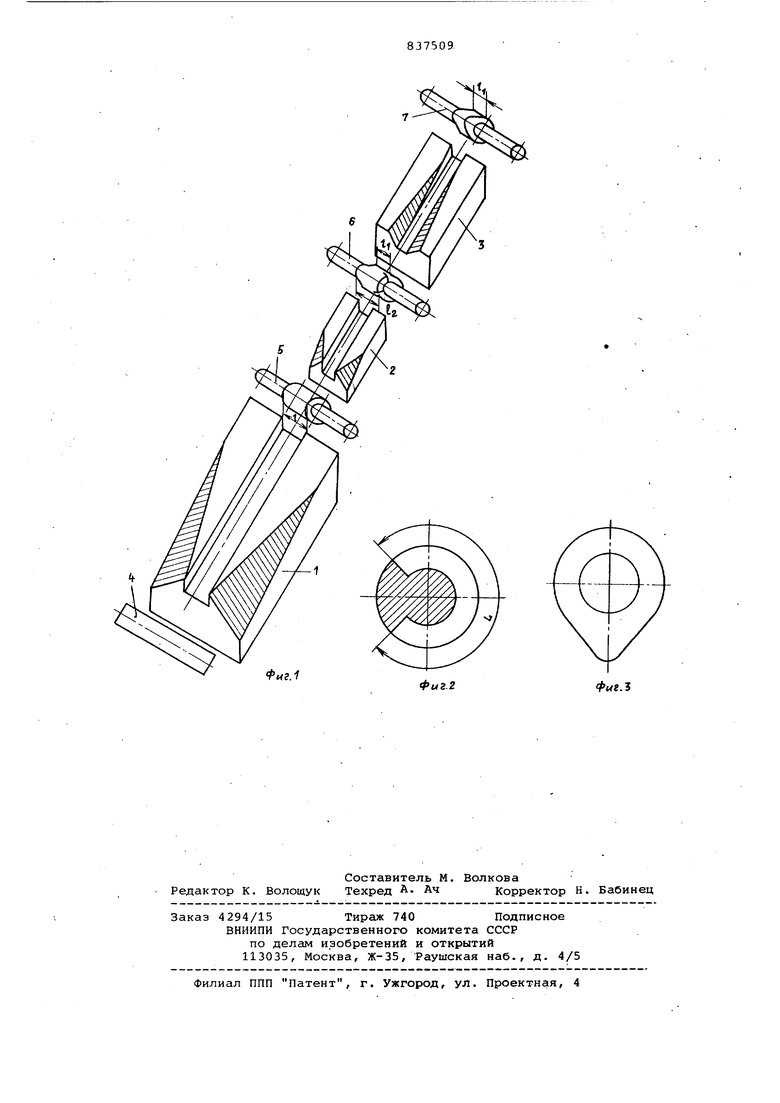
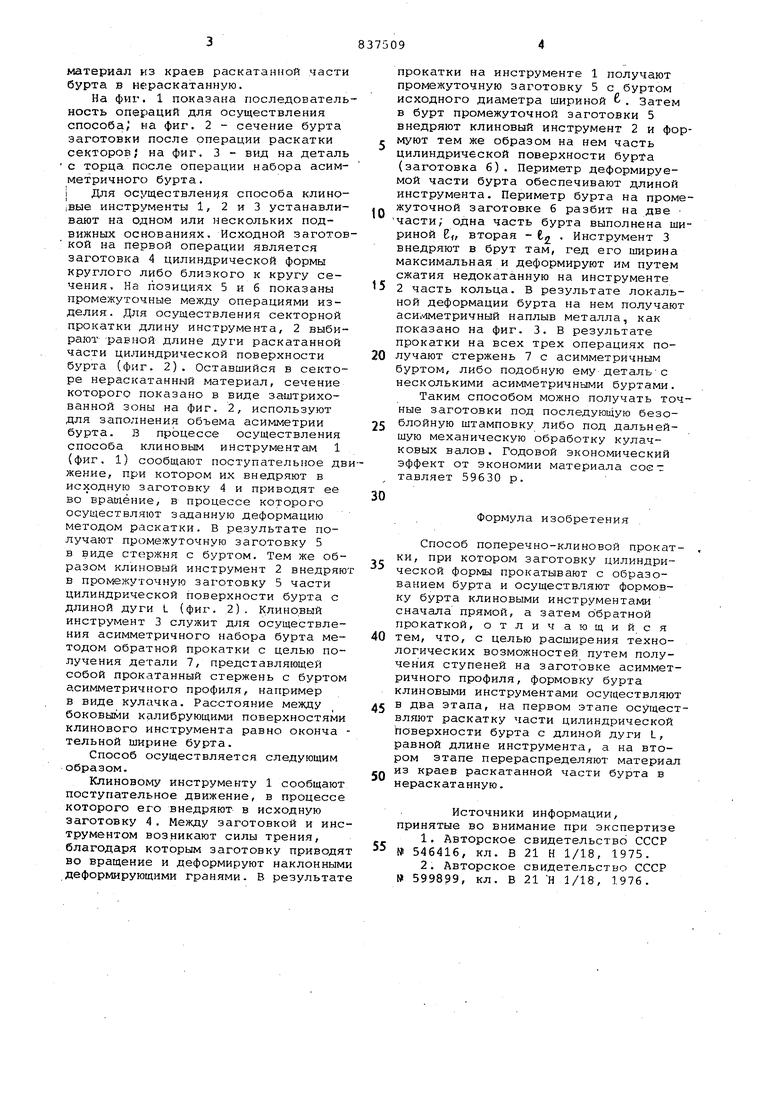
На фи1. 1 показа {а последовательность операций для осуществления способа; на фиг. 2 - сечение бурта заготовки после операции раскатки секторов; на фиг. 3 - вид на деталь с торца после операции набора асимметричного бурта.
Для осуществлен1 я способа клиноВые инструменты 1, 2 и 3 устанавливают на одном или нескольких подвижных основаниях. Исходной заготовкой на первой операции является заготовка 4 цилиндрической формы круглого либо близкого к кругу сечения. На позициях 5 и б показаны промежуточные между операциями изделия. Для осуществления секторной прокатки длину инструмента, 2 выбирают равной длине дуги раскатанной части цилиндрической поверхности бурта (фиг. 2). Оставшийся в секторе нераскатанный материал, сечение которого показано в виде заштрихованной зоны на фиг. 2, используют для заполнения объема асимметрии бурта. В процессе осуществления способа клиновым инструментам 1 (фиг. 1) сообщают поступательное движение, при котором их внедряют в исходную заготовку 4 и приводят ее во вращение, в процессе которого осуществляют заданную деформацию методом раскатки. В результате получают промежуточную заготовку 5 в виде стержня с буртом. Тем же образом клиновЕлй инструмент 2 внедряют в промежуточную заготовку 5 части цилиндрической поверхности бурта с длиной дуги L (фиг. 2). 1 линовый инструмент 3 служит для осуществления асимметричного набора бурта методом обратной прокатки с целью получения детали 7, представляющей собой прокатанный стержень с буртом асимметричного профиля, например в виде кулачка. Расстояние между боковыми калибрующими поверхностями клинового инструмента равно оконча тельной ширине бурта.
Способ осуществляется следующим образом.
Клиновому инструменту 1 сообщают поступательное движение, в процессе которого его внедряют в исходную заготовку 4. Между заготовкой и инструментом возникают силы трения, благодаря которым заготовку приводят во вращение и деформируют наклонными деформирующими гранями. В результате
прокатки на инструменте 1 получают промежуточную заготовку 5 с буртом исходного диаметра шириной . Затем в бурт промежуточной заготовки 5 внедряют клиновый инструмент 2 и формуют тем же образом на нем часть цилиндрической поверхности бурТа (заготовка б). Периметр деформируемой части бурта обеспечивают длиной инструмента. Периметр бурта на промежуточной заготовке б разбит на две части; одна часть бурта выполнена шириной Ef, вторая - 6,2 . Инструмент 3 внедряют в брут там, гед его ширина максимальная и деформируют им путем сжатия недокатанную на инструменте 5 2 часть кольца. В результате локальной деформации бурта на нем получают асимметричный наплыв металла, как показано на фиг. 3. В результате прокатки на всех трех операциях получают стержень 7 с асимметричным буртом, либо подобную ему деталь-с несколькими асимметричными буртами.
Таким способом можно получать точные заготовки под последующую безо5 блойную штамповку либо под дальнейшую механическую обработку кулачковых валов. Годовой экономический эффект от экономии материала сое т тавляет 59630 р.
Формула изобретения
Способ поперечно-клиновой прокатки, при котором заготовку цилиндрической формы прокатывают с образованием бурта и осуществляют формовку бурта клиновыми инструментами сначала прямой, а затем обратной прокаткой, отличающийся
0 тем, что, с целью расширения технологических возможностей путем получения ступеней на заготовке асимметричного профиля, формовку бурта клиновыми инструментами осуществляют
5 в два этапа, на первом этапе осуществляют раскатку части цилиндрической Поверхности бурта с длиной дуги L, равной длине инструмента, а на втором этапе перераспределяют материал
из краев раскатанной части бурта в нераскатанную.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 546416, кл. В 21 Н 1/18, 1975.
2.Авторское свидетельство СССР 599899, кл. В 21 Н 1/18, 1976.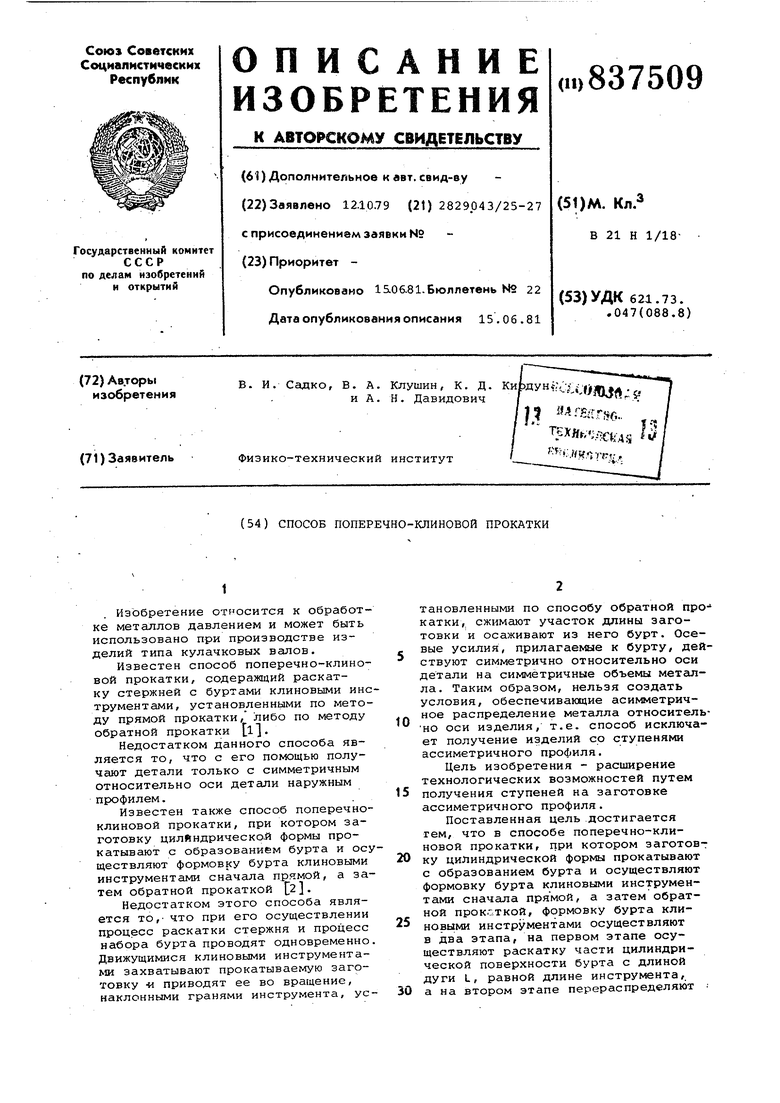
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2111077C1 |
| СПОСОБ РАСКАТКИ ФЛАНЦЕВ ТРУБЧАТЫХ ЗАГОТОВОК | 2012 |
|
RU2499648C1 |
| Инструмент для поперечнойпРОКАТКи | 1978 |
|
SU804139A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Инструмент для поперечной прокатки деталейТипА СТупЕНчАТыХ ВАлОВ | 1978 |
|
SU806214A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU795673A1 |