ние - калибр искусственно удлиняется, чтобы избежать иоявления лака на его верхнем торце, и практически не влияет на формирование покрытия. Поэтому вне зависимости от скорости эмалирования и вязкости лака различные причины, в том числе и случайного порядка, выводят проволоку из соосного состояния по отношению к калибру и приводят к неравномерному налол енпю лака ио периметру ироволоки. Б связи с этим качество ировода снижается, ибо толщина изоляции с одной стороны может быть заниженной, что приводит к снпл-;ению электрической прочности, ири этом с другой стороны толщина изоляции будет больше, что приводит к спижеиию эластичности пленки.
Неравномерность иокрытия влияет также иа производительность процесса. Учитывая, что окорость эмалирования для давного ти-иа лака обратно иропорциональна толщине лака, накладываемого за каждый проход, толщина пленки на одной из сторон проволоки ограничивает скоро-сть эмалирования и, следовательно, производительность процесса.
Предлагаемый способ позволяет повысить качество эмальпровода и производительность процесса путем правильного подбора технологических иараметров эмалирования - скорости эмалирования, вязкости лака, размеров канала калибра и его формы. Соотиошения этих параметров должны обеспечить существенное избыточное давление лака в канале калибра. При этом, если внешние силы выводят провод из сооспого состояния, то возникают силы, возвращающие-провод в симметричное по отношению к калибру положение, что и обеспечивает более равномерное наложение лака по периметру ировода.
По иредложенному способу проволоку пропускают через канал, площадь сечения которого убывает в направлении ее движения, и создают в нем давлеиие, обеспечивающее центрирование проволоки, величина которого связана с технологическими параметрами процесса -соотношением
Я г ,
Я.Яг (Я, + Яа)
где Р - избыточиое давление лака в канале,
V - скорость движения проволоки, м/с; |я - динамический коэффициент вязкости
лака, кГС/.
X - длина канала калибра, м; HI - зазор во входном сечеиии канала калибра, м;
Ну - зазор в выходном сечении канала калибра, м; /С - геометрический коэффициент формы
канала калибра, ,3-1,6. Для осуществления способа используют калибр, площадь сечения канала которого в направлении от входного к выходному отверстию уменьшается и размеры иоследних определяются соотношением
1,, 2,41-3,
02
5i - площадь входного отверстия калибра за
5вычетом площади сечения проволоки;
Sy - площадь выходного отверстия калибра
за вычетом площади сечения проволоки.
Калибр может быть выполнен с каналом,
площадь поперечзюго сечения которого умень0 шается .монотонно.
Для облегчения изготовления калибр может быть выполнен из двух или нескольких соединенных между собой частей. При этом площадь сечения канала калибра может уменьшаться в иределах одной, нескольких или всех его частей либо уменьшаться, оставаясь постоянной в пределах каждой его части.
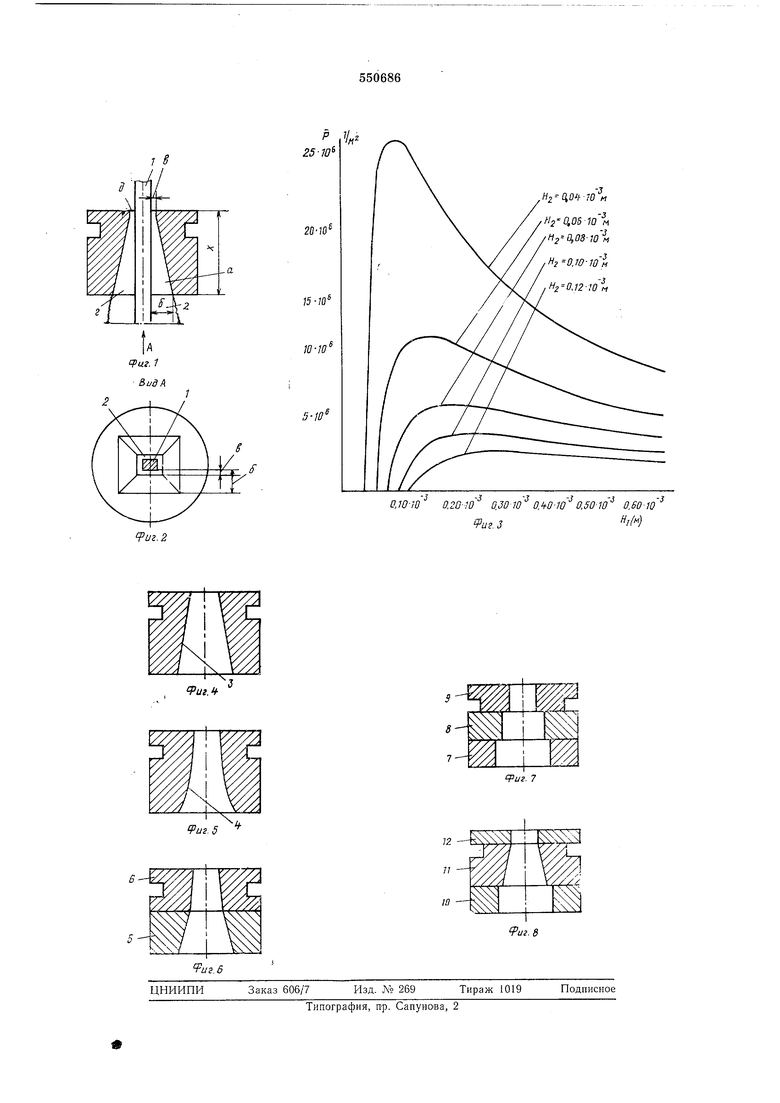
На фиг. 1 схематично показан KavTn6p для реализации описываемого способа; на фиг. 2-
0 вид по стрелке А на фиг. I; на фиг. 3 - кривые зависимости давлеипя в канале калибра от величины зазоров между стенками канала и проволокой на участках ее входа в калибр и выхода из него; на фиг. 4-8 - различные ва5 рианты коиструктивного выиолиения калибра. Проволоку 1 (см. фиг. 1 и 2), покрытую слоем 2 лака, пропускают через канал а калибра, и.меющий в поперечном сечении форму прямоугольника, площадь сечения которого
0 уменьшается в направлении двпжеиия проволоки (ио стрелке А). Проволоку пере.мещают со скоростью У, что при использовании лака с коэффициентом динамической вязкости i, длине калибра, равной X, и зазорах б и в иа
5 входе -проволоки в калибр и выходе из пего, соответствеино, равных HI и //, позволяет создать давление Р, величина которого о-пределяется указанным соотношением.
Исследования показывают, что в канале ка0 либра, и.меющем прямоугольное сечение, максп.мальное давлеиие можно -получить при -прочих равных условиях в случае соблюдения определенных соотношений зазоров Я и Я. Приведенные на фиг. 3 кривые зависимости
5 давления (отнесенного к длине калибра, скорости движения проволоки и вязкости лака) при различных зазорах Н и Яо имеют максимумы. При этом слева от максимума давление падает резко, в то время, как справа от мак0 симзма оно уменьшается более плавно, поэтому для практического применения можно рекомеидовать калибры, в которых соотиошение
5i площадей зазоров --- иа входе проволоки в
52
5 калибр и выходе из него будет в пределах 2,41-3.
Величина давления лака в канале калибра, необходимая для -обеспечения цеитрирования ироволоки, зависит от площади F поперечного
сечения последней и должна быть не меньше
.f,
где Р - избыточное давление лака в канале,
F - площадь -поперечного сечения проволоки, -М.
Для реализации способа могут прим.еняться калибры, стенки 3 которых выполнены плоскими (см. фиг. 4), либо калибры, стенки 4 которых представляют собой криволинейные поверхности (см. фиг. 5). В этих калибрах площадь поперечного сечения канала убывает монотонно в направлении от входного отверстия г к выходному отверстию с.
Изготовление таких калибров с каналами леременного сечения большой длины связано с известными трудностями, поэтому калибры могут выполняться из двух или нескольких соединенных между собой частей. При этом в пределах каждой из частей 5 и 6 сечение канала может уменьшаться (см. фиг. б), либо уменьшаться, оставаясь постоянным в пределах каждой из частей 7-9 (см. фиг. 7). Калибр может быть выполнен также из частей 10-12 с постоянным и переменным поперечным сечением канала (см. фиг. 8).
Таким образом изобретение позволяет изготовлять провода ирямоугольного сечения с равномерным электроизоляпионным покрытием но всему периметру, т. е. с иовышенными электрическими и механическими показателями. Кроме того, предлагаемый способ обеспечивает возможность уменьшения числа нроходов и повышения производительности труда и оборудования.
Фор м у л а и 3 о б р е т е н и я
1. Способ получения электроизоляционного покрытия прямоугольного провода, при котором покрытую лаком проволоку пропускают через имеюилнй в поперечном сечении форму прямоугольника капал калибра, образуя зазор между проволокой п степками канала, отличаю ш, и и с я тем, что, с целью повышения качества эмальирозода и производительности процесса эмалпрования, проволоку пропускают через канал, илош,адь сечения которого убывает в направлении ее движения, и создают в нем давление, обеспеч11ваюш,ее центрирование проволоки, величина которого связана с технологическими параметрами процесса соотношением
Р : .X-
Я,Я2(Я1 + н,)
где Р - избыточное давление лака в каиале,
V-скорость движения ироволоки, м/с;
1J, - динамический коэффициент вязкости,
кг-с/м ;
К - длина канала калибра, м; HI - зазор на входе канала калибра, м; //2 - зазор на выходе канала калибра, м;
Л - геометрический коэффициент формы
канала калибра, 1,3-1,6. 2. Калиор для осуш,ествлеиия способа поп. 1 с входным и Быходпым отверстиями и каналом, имеюш,и.м в поперечном сечении прямоугольную форму, отличаюндийся тем, что илощадь сечения канала в направлении от входного к выходному отверстию уменьшается и размеры последних определяются соотношением
2,41-3,
SZ
где Si-площадь входиого отверстия калибра за вычетом площади Сечения проволоки;
2 - площадь выходного отверстия калибра за вычетом площади сечения проволоки.
3. Калибр ио п. 2, отличающийся тем, что площадь сечения канала уменьшается монотонно.
4.Калибр по п. 2, отличающийся тем, что он выиолиен но меньшей мере из двух соединенных между собой частей с каналами, площади сечений которых монотонно убывают в пределах каждой части.
5.Калибр по п. 2, отличающийся тем, что он выполнен по крайней мере из трех соединенных между собой частей, каналы которых имеют в пределах одной части постоянную илощадь сечения.
6.Калибр ио п. 2, отличающийся тем, что он вынолнен но крайней мере из двух соединенных между собой частей, каналы которых нмеют в пределах одной части постоянную, а в пределах другой переменную площади сечений.
Источники информации, прииятые во внимаиие ири эксиертизе:
1.Завод «Москабель. Технологическая карта эмалирования нроводов марки ПЭТИВ, 1970.
2.В. А. Привезенцев и И. Б. Пешков «Обмоточные и монтажные провода, «Энергия,
1971, с. 103.
3.Завод «Москабель. «Технологическая карта эмалирования проводов марки ПЭТВП, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ эмалирования электрического провода | 1953 |
|
SU654962A1 |
| Устройство для калибрования протяженного изделия | 1977 |
|
SU675453A1 |
| Установка для нанесения покрытий на изделие протяженной формы | 1979 |
|
SU860144A2 |
| Установка для нанесения покрытий на изделие протяженной формы | 1977 |
|
SU691932A1 |
| Многоходовая установка для изготовленияэМАлиРОВАННыХ пРОВОдОВ | 1979 |
|
SU847378A1 |
| Электроизоляционный лак | 1972 |
|
SU455133A1 |
| Устройство для эмалирования проводов | 1978 |
|
SU942170A1 |
| Способ изготовления обмоточных проводов | 1976 |
|
SU616658A1 |
| Способ изготовления эмалированныхпРОВОдОВ и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1978 |
|
SU845182A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОВОЛОКУ | 1970 |
|
SU264680A1 |