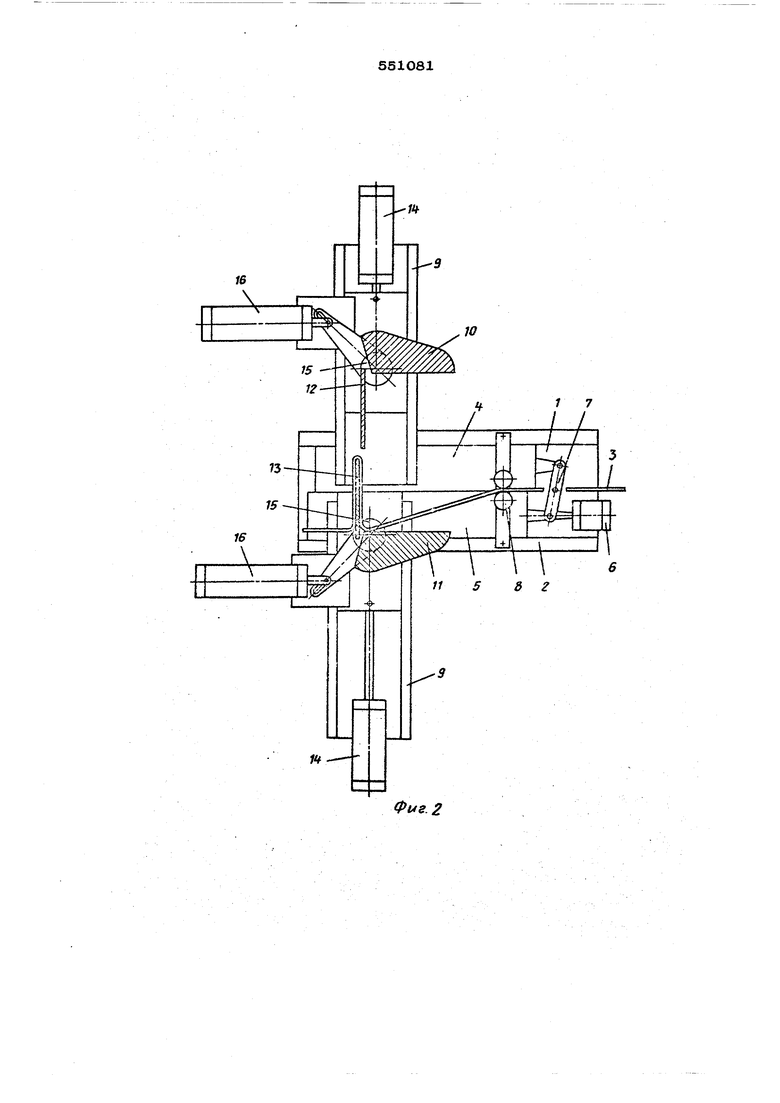
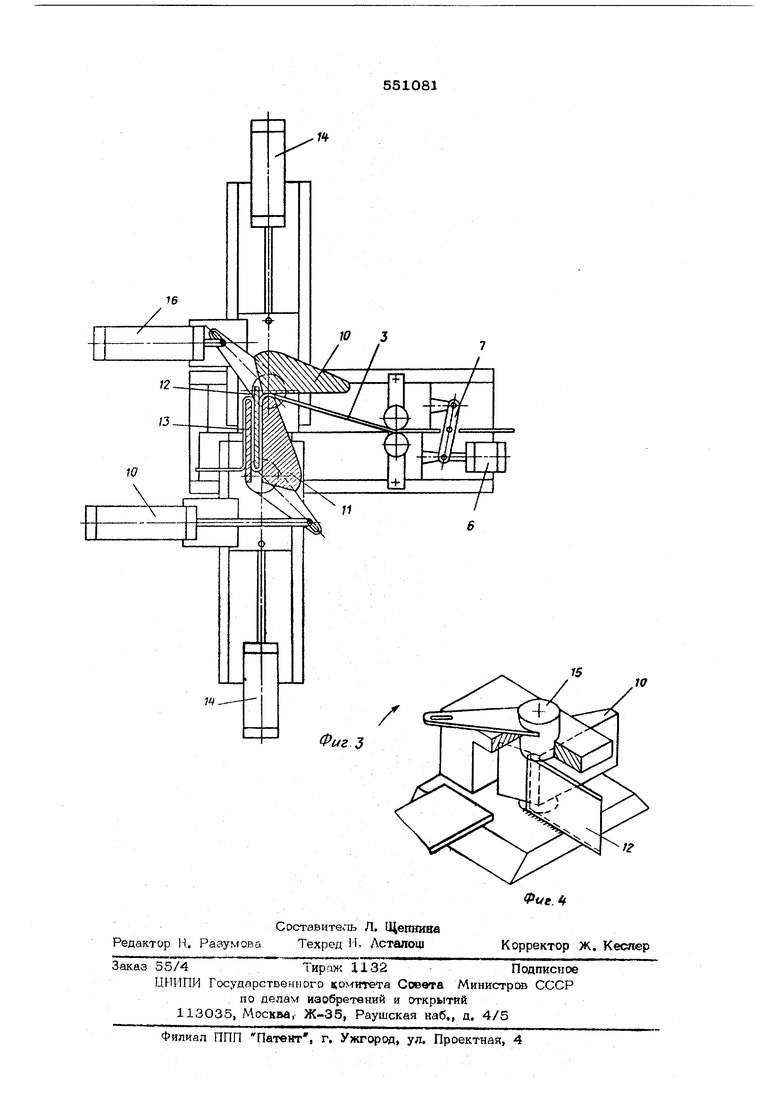
иилнндра 6, свяоаьные между собой узлом шаговой поаачн 7 в виде рычажной системы На каретках 4 устаноБлены иаправляюшие ролики 8. По .направляххиим 0 кареток 4,5 pacnono женным перпендикулярно иаправлякчцим 2, перемешаются инструменты 1О и 11 предварительного И; окончательного 12, 13 гофрировакия. Инструменты 12, 13 связаны с силшымн цилиндрами 14. Инструменты предварительного гофрировання выполнены в виде кулачков с формующими псшерхностям{, закрепленных на осях 15, установ- . ленных на инструментах 12,13 окоичатель« ного гофрирования с возможностью ncfiopoта посредством силгжых цилиндре 16. П.Инструменты 12, 13 (жончательного гс)фри рования расположены эксцентрично относительно осей 15. Величина эксцентриситета соответствует размеру инструметгга 12, 13 Устройство работает следующим образом В исходном положенни инструмент 12 расположен за инструментом 13. Кулачки 10, 11 отведены.. Вручную плоская заготовка 3 подается через направлшошие ролики 8 Конец заготовки .3 сгибают на 90 и вставляют между инструментами 12 и 13. Пр тодом 6 перемещают каретки до сближения инструменте 12 и 13. Затем включают устройство на автоматический ежим. После этого сиа||овым цилиндром 16 поворачивается кулачок 10, который огибает заготовку 3 по-инстументу ,13, образуя первый гофр (фнг. 1). По окончании гвба кулачок 10 возвращается в исходное полоМнение, инструмент 12 поднимается силовьп цшшндром 14 b перемещается вправо кареткой 4 на шаг механизмом шаговой подачи 7 (фвг. 2). Затем инструмент 12 спускается, оказьгааясь перед инструментом 13, в кулачок 11, пшцзачиваясь посредством силового цилиндра 15, огибает заготовку 3 по инструменту 12 (фиг. З), Затем кулачок 11 01%однтся, инструмент 13 опускается а кареткой 5 перемещается вправо, меняясь местами с инструментом 12 при перемещении вверх оказываясь вновь перед шструмеытом 12. Цикл в дальнейшем повторяется. Формула нзобратения УстрсЛство для гофрировання листсевого материала, содержащее инструменты предварительного и окончательного гофрирования, последовательно взаимодействующие между . собой, связанные с цилиндрами, расположенные в одной плоскости и попарно ПО обе стороны заготовки и смонтнрованные на каретках, установленных с возможностью перемещения вдоль заготовки н соединенных .с узлом щагсфой подачи, отличаю щ ei о с я тем, что, с целью изготовления изде- i яий с малым шагом гофров инструменты «рейварительного гофрирования выполнены в виде кулачков с формующ1{ми поверхностями, зекрепленных на осях, установленных с возможиос ью пвдорота на инструментах окончательного гофрирования, которые расположены..относительно них екаюнтрично.
-л
10if 217
У7/ /. / / /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования металлической ленты | 1987 |
|
SU1428492A1 |
| Устройство для гофрирования полотна материала | 1977 |
|
SU742168A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Устройство для изготовления ленты с увеличенными по высоте гофрами | 1980 |
|
SU910281A1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| Устройство для гофрирования ленты | 1979 |
|
SU789185A1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| Устройство для гофрирования листового материала | 1989 |
|
SU1666244A2 |
| Устройство для изготовления гофрированных двуслойных деталей | 1975 |
|
SU541538A2 |
| Устройство для обратного ротационного выдавливания деталей из трубчатых заготовок | 1973 |
|
SU515553A1 |
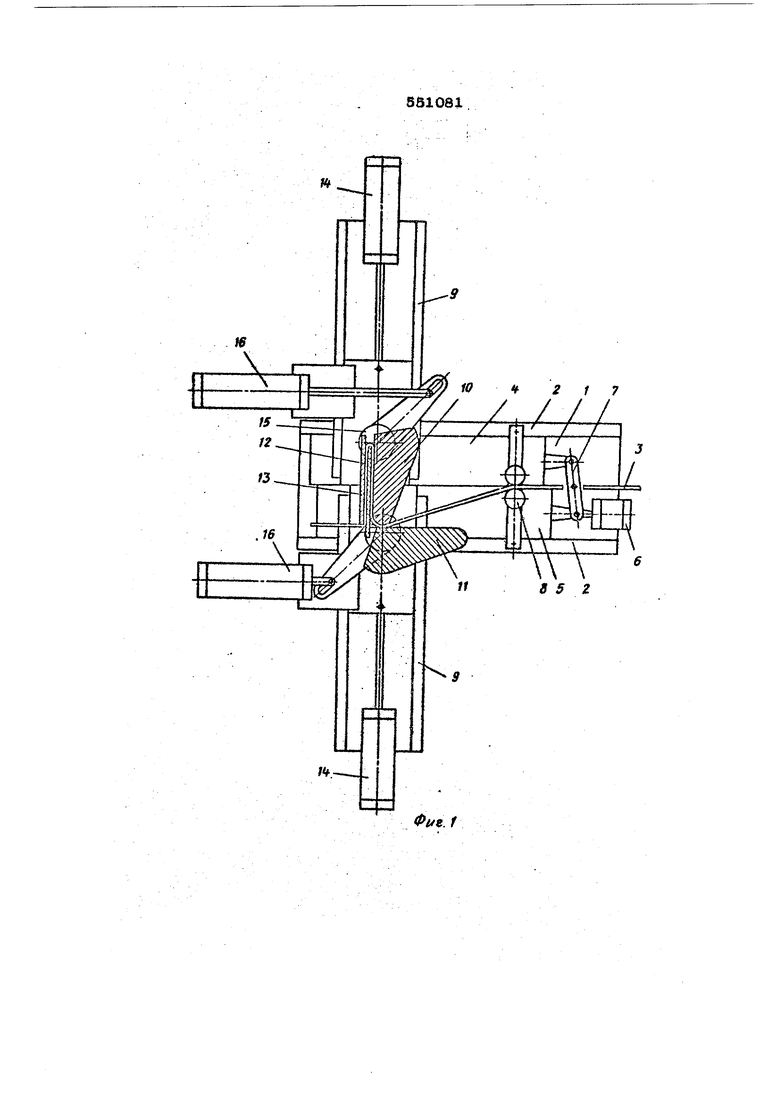
Ф14г. 1
Г 7
Фиг. 2
/4
