(54) СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления панельных теплообменников | 1986 |
|
SU1411085A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1977 |
|
SU715186A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Металлический элемент сотового заполнителя и способ его изготовления | 1979 |
|
SU1186075A3 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1978 |
|
SU738723A1 |
| Стан для изготовления емкостей | 1969 |
|
SU295347A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |

1
Изобретение относится к обработке металлов давлением и может быть использовано в промышленности при изготовлении теплообменников, в частности радиаторов.
Известен способ изготсжления теплообменников, при котором сматывают полосы с рулонов, производят змеевидное гофрирование обеих полос в зеркальном изображении, совмещают половинки заготовок между собой и соединяют их контактной сваркой, а затем разрезают на отдельные радиаторы и приваривают соединительные элементы.
Качество готовых радиаторов не всегда высокое, так как трудно совмещать соединительные элементь/ с концами гофров,
Известен способ изготовления радиаторов при котором сматывают полосы с рулонов, производят змеевидное гофрирование обоих полос в зеркальном изображении, совмещают половинки заготовок между собой и соединяют их контактной сваркой, а затем разрезают на Отдельные радиаторы, кроме того также выполняют отверстия и соединительные элементы.
С целью изготовления радиаторов с торцовым подключением отверстия выполняют на обоих полосах перед гофрированиек путем надрезки контура и отгибки получаемого язычка, соединительные элементы вьтолня-ют одновременно с гофрированием йутем формовки его контура между свободными котщами гофров и надрезами, а резку проводят по плоскости, совпадающей с местами, замыкающими контуры над резок.
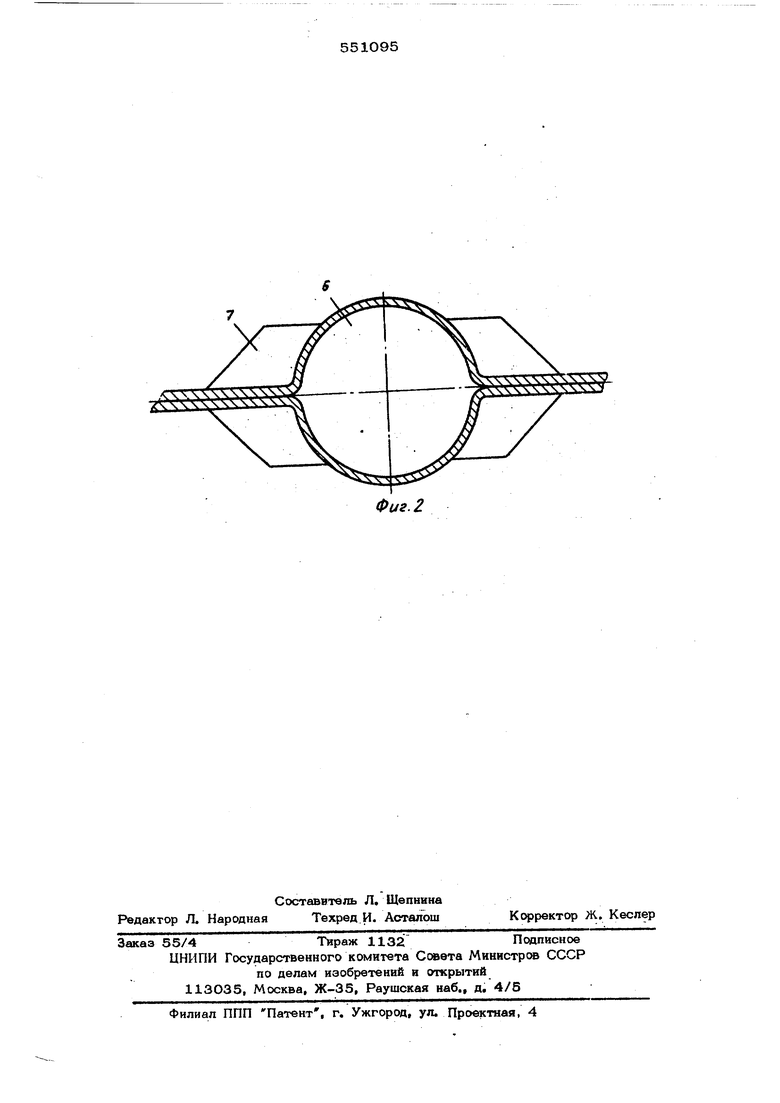
На фиг. 1 изображена технологическая схема способа; на фиг. 2 - сечение соединительного элемента.
Пример выполнения способа.
С рулонов 1 сматывают полосы 2, TOJUUH- ;На и ширина которых зависит от типоразмера изготавливаемого радиатора. На обеих полосах высечными ножницами выполняют отверстия 3 путем надрезки контура и отгибки получаемого язычка 4, Затем формирующей мащиной производят змеевидное гофрирование 5 обеих полос в зеркальном изображенное одновременной форм овкой контура соединительного элемейта 6 между свободными концами гофр 7 oi-верстиями 3. Размеры отверстий 3 соответс вуют размерам соединительного элемента 6. Внутренний диаметр соединительного элемента равен наружному диаметру штуцера, В дальнейшем обе половинки заготовок совмещают между собой и соединяют контактной сваркой. После производят делительныма нож ницами резку на отдельные радиаторы 8. Пло кость реза 9 проходит по местам 1О; замыкающим контуры надрезок. Формула изобретения Способ изготовления радиаторов, при котором сматывают полосы с рулонов, пр оизводят змеевидное гофрирование обоих полос в зеркальном изображении, совмещают половинки между собой и соединяют их контактной сваркой, а затем разрезают на отдельные радиаторы, кроме т-ого, также выполняют отверстия и соединительные элементы, отличающийся тем, что, с целью изготовления радиаторов с TopuoEbDvi подключением, отверстия выполняют на обоих полосах перед гофрированием путем надрезки KOffrypa и отгибки получаемого язычка, соединительные элементы вьшолня.ют одновременно с гофрированием путем формовки его контура между свободными концами гофров и надрезами, а резку производят по плоскости, совпадающей и местами, замыкающими контуры надрезок.
УУЧУч чЧ х з
Фиг. 2
