(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ДЕТАЛЕЙ
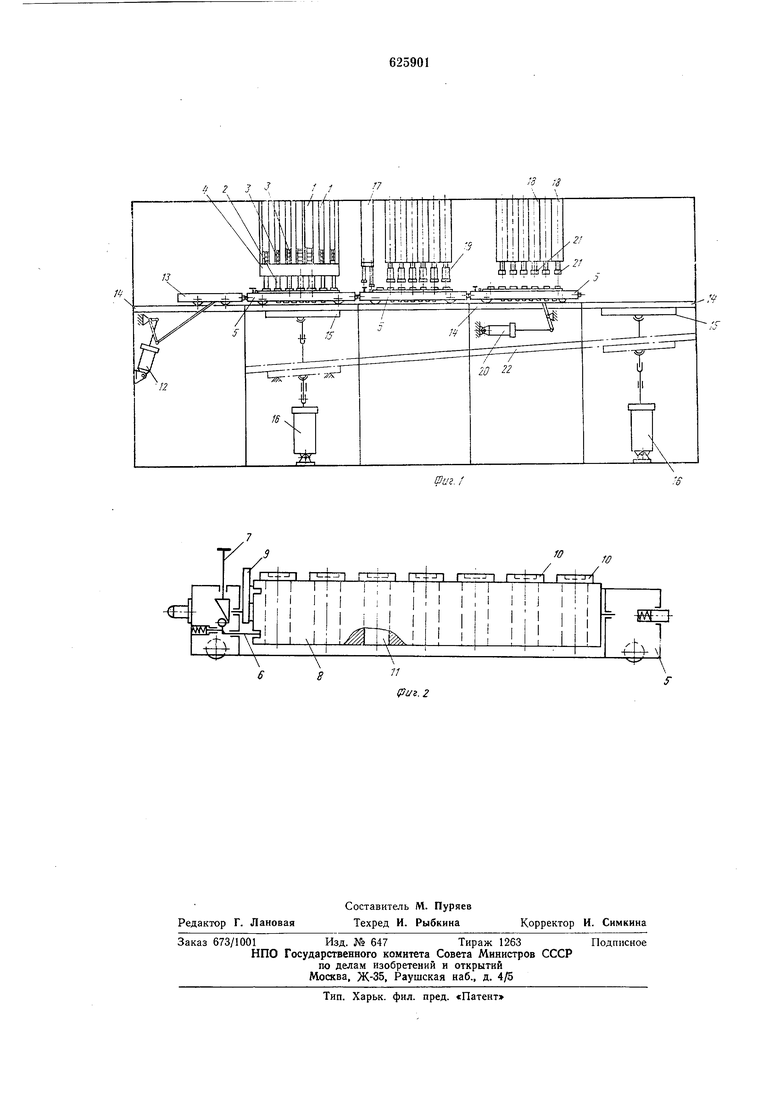
.вочных 1гнезд 10 ка:Ссеты 8 платформы-спутника 5, на кол:ичестйво базовых деталей в комплекте.
Для возврата платф.ормы-спутиика 5 предусмотрена обратная вет:вь с -направляюшн,ми 22.
Работа линии осуществляется следующим образом.
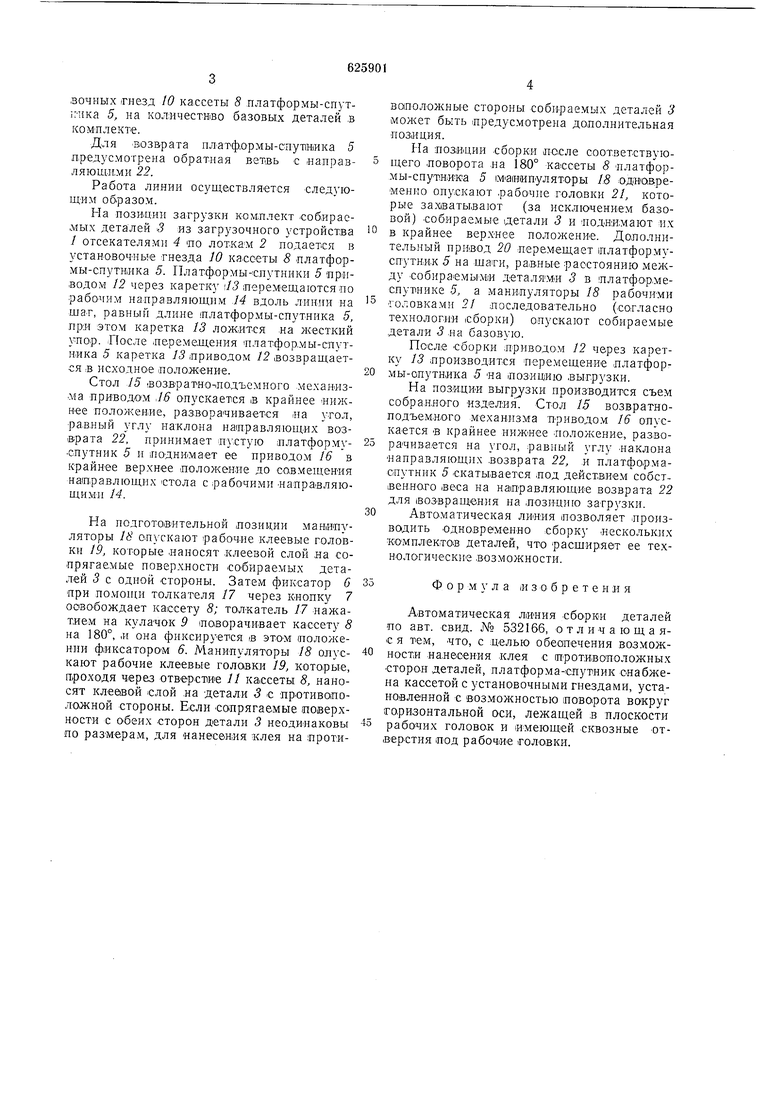
На позидин загрузки комплект -собирас.мых деталей 3 из загрузочного устройства 1 отсекателямн 4 по лоткаМ 2 подается в установоЧНЬ№ гнезда 10 кассеты 8 платформы-спутнлка 5. ГТлатформы-слутннки 5 приводом 12 через каретку / перемещаются по рабочим направляющим 14 вдоль линпи на шаг, равный длине (платфор.мы-спутпика 5, пр;и этом каретка 13 ложится на жесткий упор. После /перемещения платфор.мы-спутника 5 каретка 13 приводом 12 возвращается в исходное (ПолоЖение.
Стол 15 возвратнопподъемного механизЛ1а приводом .16 опускается в крайнее «ижнее положение, разворачивается -па угол, рав,ный углу наклона натравляюпдах возврата 22, прпннмает пустую ллатформуспутппк 5 и лоднИмает ее приводом 16 в крайнее верхнее положение до совмещения нап.равлющих стола с рабочими Направляющими 14.
На подготовительной позиции манипуляторы 18 опускают рабочие клеевые головки 19, которые паносят клеевой слой ла сопрягаемые поверхлости собираемых деталей 3 с одной стороны. Затем фиксатор 6 при noMonui толкателя 17 через кнопку 7 освобождает кассету 8; тол-катель 17 нажатием на кулачок 9 1ПО|Ворачивает кассету 8 на 180°, ,и она фиксируется в этОМ иоложеили флксатором 6. Манипуляторы 18 опускают рабочие клеевые головки 19, которые, проходя через отверст1ие 11 ка(Ссеты 8, наносят клеевой слой ла детали 3 с противоположной стороны. Если сопрягаемые еоверхности с обеих сторон детали 3 неодилаковы по размерам, для «анесения клея на противаположные стороны собираемых деталей 3 может быть предусмотрена дополнительная позиция.
Fla позиции сборки после соответствуюniero поворота иа 180° кассеты 8 платформы-спутника 5 Матипуляторы 18 оддаавременно опускают рабочие головки 21, которые захватывают (за исключением базовой) собираемые детали 3 и подии;мают их
в крайнее верхнее положение. Дополнительный привод 20 перемещает платформуспутник 5 на ща1ги, равлые расстоянию между собираемыми деталя-м и 3 в платфор,меспутнике 5, а манипуляторы 18 рабочими
-головками 2/ последовательно (согласно технология сборки) опускают собираемые детали 3 иа базовую.
По-сле сборки приводом 12 через каретку 13 производится перемещение -платформы-опутника 5 на позицию выгрузки.
На поз/ицИИ выгрузки производится съем собраняого изделия. Стол 15 возвратноподъемиого механизма приводом 6 опускается в крайнее нижиее положение, разворачивается на угол, равный углу иаклона иаправляющих возврата 22, и платформаспутник 5 скатывается -под действием собственного веса на направляющие возврата 22 для 1воз-вращения иа -позицию загр}зки.
АвтОМатическая лииия позволяет производить одновременно сборку -лескольких комплектов деталей, что расщир.яет ее технологические возможности.
Ф о р м л а (Изобретения
Автоматическая линия сборки деталей -по авт. свид. № 532166, отличающаяс я тем, -что, с пелью обеспечения возможпоети лалес-еиия клея -с противоположных сторол деталей, платформа-спутник снабжена кассетой с установочными гнездами, установленной с возможностью поворота вокруг горизонтальной оси, лежащей в плоскости
рабочих головок и имеющей сквозные отверстия под рабочие гол-овки. .I 2 pifijim 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия сборки деталей | 1975 |
|
SU552166A1 |
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Транспортная система автоматической линии сборки | 1984 |
|
SU1166967A1 |
| Сборочный участок автоматической линии | 1985 |
|
SU1283017A1 |
| Устройство для сборки плоских изделий из легкодеформируемых деталей | 1983 |
|
SU1136792A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| Устройство для сборки заготовок верха обуви | 1988 |
|
SU1533637A1 |
кК|
JV
г
fff
fO
1
7/ 1риг.2
