(54) УСТРОЙСТВО ДЛЯ ГИБКИ ПРУТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Устройство для изготовления изпРОВОлОКи издЕлий ТипА булАВОК | 1979 |
|
SU797831A1 |
| Устройство для гибки фигурных изделий | 1981 |
|
SU1044394A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Устройство для изготовления двух-СпиРАльНыХ пРужиН из пРОВОлОКи | 1979 |
|
SU827221A1 |
1
Изобретение относится к области обработки металлов давлением, в частности к устройствам для гибки прутков.
Известно устройство для гибки ирутков, содержащее связанные общим приводным валом механизм подачи проволоки, отрезки и загиба 1.
Недостаток такого устройства заключается в том, что на нем нельзя изготовлять прутки с фасонной петлей на конце, которые применяются при производстве транснортирующих лент.
В настоящее время при производстве транспортирующих лент изготовление ирутков с фасонной петлей на конце ведется с применением ручных операций.
Целью изобретения является расщирение технологических возможностей устройства для гибки прутков путем изготовления прутков с фасониой петлей на конце, используемых для транспортирующих леит.
Это достигается тем, что устройство для гибки прутков, содержащее связанные общим приводным валом механизмы подачи проволоки, отрезки и загиба, снабжено механизмом формовки фасонной петли, состоящим из матрицы и пуансона. Причем матрица выполнена из двух щек с установленными между ними прокладками с выемкой, соответствующей форме нижней части петли, и поворотного
зуочатого сектора, связанного с приводным валом, а пуансон содержит поворотную коническую вилку, также кинематически связанную с приводным валом.
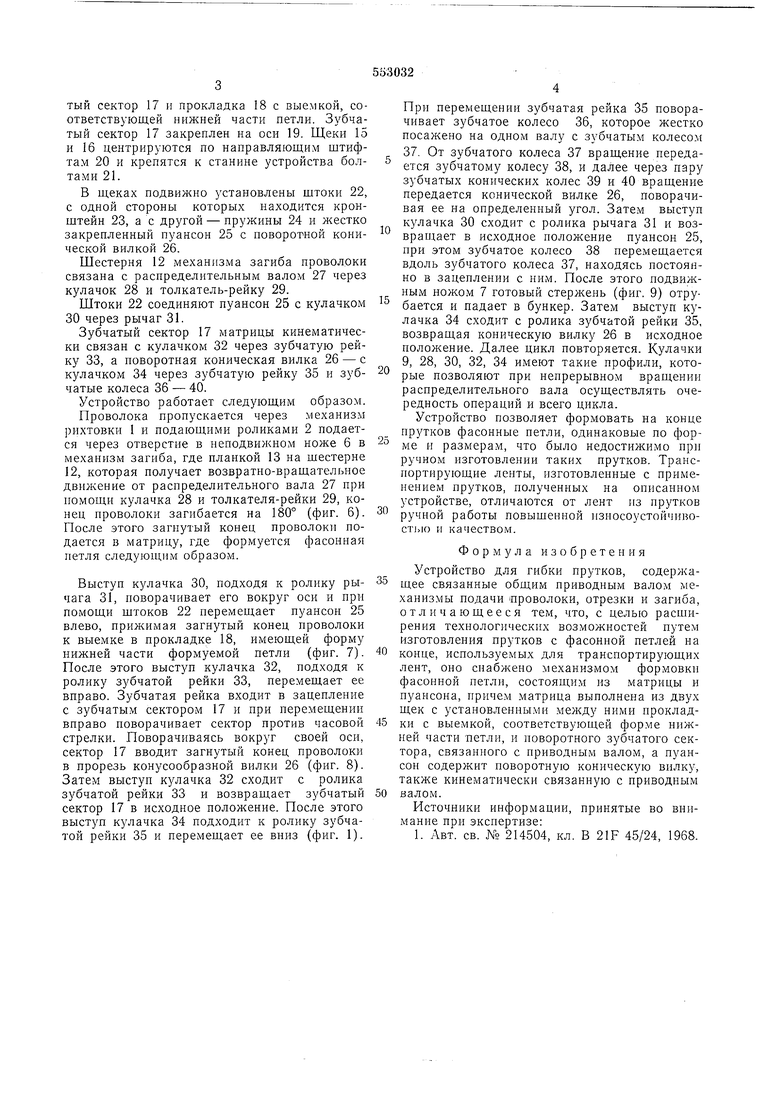
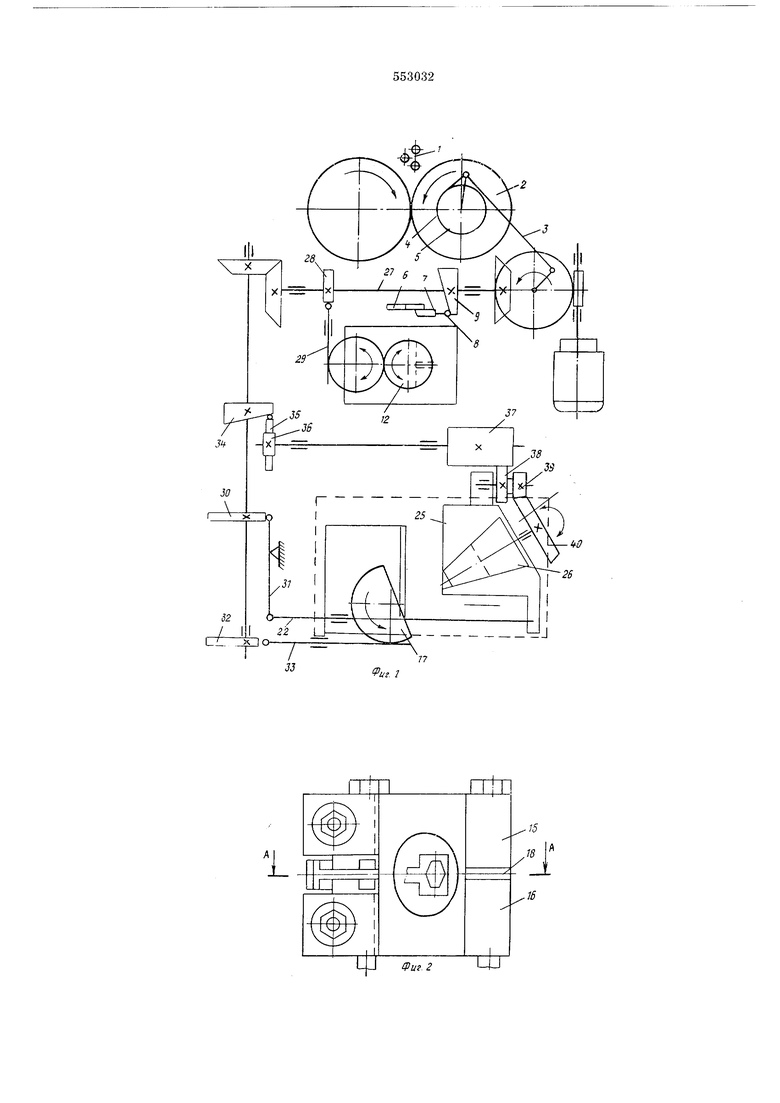
На фиг. 1 изображена кинематнческая схема устройства; на фиг. 2 - механизм формовки фасонной петли; на фиг. 3 - то же, разрез А-А фиг. 2; на фиг. 4 - механизм загиба; на фиг. 5 - то же, разрез Б-Б фиг. 4; на фиг. 6 - 9 - последовательные стадии формовки фасонной петли.
Устройство содержит механнзм рихтовки 1; механизм подачи проволоки, состоящий из подающих роликов 2, четырехзвенного механизма 3, храпового колеса 4 и собачки 5; мехаиизм отрезки проволоки, имеющий неподвижный нож 6 с отверстием для проволоки и подвижный нож 7, установленный на рычаге 8, контактирующем с кулачко.м 9. Механизм загиба проволоки (фиг. 4 и 5) включает в себя кронщтейи 10, ось 11, иа которой на подшипнике качения установлена шестерня 12, имеющая иа нижнем торце планку 13 для загиба конца проволоки вокруг выступающего коица оси 11. На кроиштейне 10 закреплен упор 14 механизма формовки фасонной петли (фиг. 2 и 3), состоящего из сборной матрицы и пуансона.
Сборная матрица выполнена из двух щек 15 и 16, между которыми установлены зубчатый сектор 17 и прокладка 18 с выемкой, соответствующей нижней части петли. Зубчатый сектор 17 закреплен на оси 19. Щеки 15 и 16 центрируются по направляющим штифтам 20 и крепятся к станине устройства болтами 21.
В щеках подвижно установлены штоки 22, с одной стороны которых находится кронщтейн 23, а с другой - пружины 24 и жестко закрепленный пуансон 25 с поворотной конической вилкой 26.
Шестерня 12 механизма загиба проволоки связана с распределительным валом 27 через кулачок 28 и толкатель-рейку 29.
Штоки 22 соединяют пуансон 25 с кулачком 30 через рычаг 31.
Зубчатый сектор 17 матрицы кинематически связан с кулачком 32 через зубчатую рейку 33, а новоротная коническая вилка 26 - с кулачком 34 через зубчатую рейку 35 и зубчатые колеса 36 - 40.
Устройство работает следующим образом.
Проволока пропускается через механизм рихтовки 1 и подающими роликами 2 подается через отверстие в неподвижном ноже 6 в механизм загиба, где планкой 13 на шестерне 12, которая получает возвратно-вращательное движение от распределительного вала 27 при помощи кулачка 28 и толкателя-рейки 29, конец нроволоки загибается на 180° (фиг. 6). После этого загнутый конец проволоки подается в матрицу, где формуется фасонная петля следуюхцим образом.
Выступ кулачка 30, подходя к ролику рычага 31, поворачивает его вокруг оси и при помощи штоков 22 перемещает пуансон 25 влево, прижимая загнутый конец проволоки к выемке в прокладке 18, имеющей форму нижней части формуемой петли (фиг. 7). После этого выступ кулачка 32, подходя к ролику ззбчатой рейки 33, перемещает ее вправо. Зубчатая рейка входит в зацепление с зубчатым сектором 17 и при перемещении вправо поворачивает сектор против часовой стрелки. Поворачиваясь вокруг своей оси, сектор 17 вводит загнутый конец проволоки в прорезь конусообразной вилки 26 (фиг. 8). Затем выступ кулачка 32 сходит с ролика зубчатой рейки 33 и возвращает зубчатый сектор 17 в исходное положение. После этого выступ кулачка 34 подходит к ролику зубчатой рейки 35 и перемещает ее вниз (фиг. 1).
При перемещении зубчатая рейка 35 поворачивает зубчатое колесо 36, которое жестко посажено на одном валу с зубчатым колесом 37. От зубчатого колеса 37 вращение передается зубчатому колесу 38, и далее через пару зубчатых конических колес 39 и 40 вращение передается конической вилке 26, поворачивая ее на определенный угол. Затем выступ кулачка 30 сходит с ролика рычага 31 и возвраи ает в исходное положение пуансон 25, при этом зубчатое колесо 38 перемещается вдоль зубчатого колеса 37, находясь постоянно в зацеплении с ним. После этого подвижным ножом 7 готовый стержень (фиг. 9) отрубается и падает в бункер. Затем выступ кулачка 34 сходит с ролика зубчатой рейки 35, возвращая коническую вилку 26 в исходное положение. Далее цикл повторяется. Кулачки 9, 28, 30, 32, 34 имеют такие профили, которые позволяют при непрерывном вращении распределительного вала осуществлять очередность операций и всего цикла.
Устройство позволяет формовать на конце прутков фасонные петли, одинаковые по фор° ме и размерам, что было недостижимо при ручном изготовлении таких прутков. Транспортирующие ленты, изготовленные с применением прутков, полученных на описанном устройстве, отличаются от лент из прутков
ручиой работы повышенной изиосоустойчивоcTj io и качеством.
Формула изобретеиия
Устройство для гибки прутков, содержащее связанные общим приводным валом механизмы подачи проволоки, отрезки и загиба, отличающееся тем, что, с целью расширения технологических возможностей путем изготовления прутков с фасонной петлей на
0 конце, используемых для транспортирующих лент, оно снабжено механизмом формовки фасонной петли, состоящим из матрицы и пуансона, причем матрица выполнена из двух щек с установленными между ними прокладки с выемкой, соответствующей форме нижней части петли, и поворотного зубчатого сектора, связанного с приводным валом, а пуансон содержит поворотную коническую вилку, кинематически связанную с приводным
валом.
Источники информации, принятые во внимание при экспертизе:
77
Vuz.l
Vui.
Фиг. 5
