щей длинных сторон, на равные полусердечники, переворачивают один из них относительно другого вокруг геометрической оси, перпендикулярной образующей, на 180, скрепляют между собой с предварительной установкой между торцами немагнитной прокладки оба полусердечника, обрабатывают короткие стороны полученной прямоугольной заготовки до заданной величины рабочего зазора. Затем заготовку разделяют по геометрической плоскости, параллельной образующей ее коротких сторон.
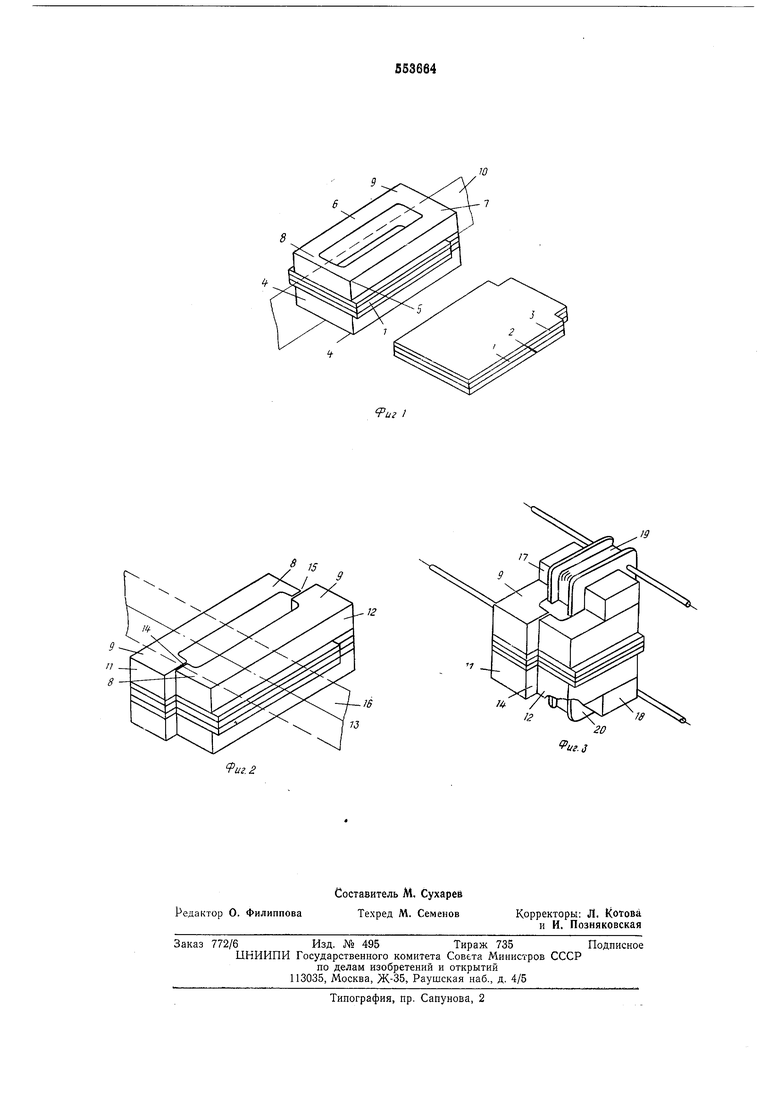
На фиг. 1 показан начальный этап сборки блока головок; на фиг. 2 - процесс разделения сердечника на полусердечники; на фиг. 3 - блок головок в сборе.
К несущей пластине 1 из магнитомягкого материала, в дальнейшем выполняющей роль межканального экрана, прикрепляют пластины 2 и 3 из немагнитного материала, к которым в свою очередь прикрепляют прямоугольные сердечники 4 и 5 из магнитомягкого материала. Сердечники изготовлены симметричными относительно длинных сторон 6 и 7 и несимметричными относительно коротких сторон 8 и 9. Сторона 9 шире стороны 8. Далее сердечники разделяют по геометрической плоскости 10, которая параллельна образующей длинных сторон, на равные полусердечники 11 и 12. После этого один из полусердечников, например с длинной стороной 6, переворачивают относительно другого полусердечника, имеющего длинную сторону 7 и остающегося неподвижным, по геометрической оси (вернее, вокруг этой оси) 13 на 180°. В результате формируется заготовка, в которой каждая короткая сторона состоит из части широкой стороны 9 и из части узкой стороны 8. Перед скреплением полусердечников 11 и 12 между их торцами устанавливают немагнитные прокладки 14 и 15, с помощью которых формируются рабочие зазоры. Затем короткие стороны полученной заготовки обрабатывают до получения рабочего зазора требуемой величины и далее делят заготовку вновь на две равные части (одна из которых показана на фиг. 3) по геометрической плоскости 16, параллельной
образующей коротких сторон. Далее каждую часть оснащают ярмом 17 и 18, на которых установлены катущки 19 и 20.
Описанный способ изготовления блока магнитных головок позволяет при достаточной простоте сборки головок достичь весьма высоких качественных параметров и автоматизации самого процесса сборки, что уменьшает количество используемой рабочей силы и применение менее квалифицированных кадров. Сама конструкция такого блока - универсальная, т. е. может быть использована как в измерительных аппаратах магнитной записи и в высококачественных бытовых, профессиональных и в аппаратах магнитной записи специального назначения.
Формула изобретения
Способ изготовления блока магнитных головок, основанный на симметричном прикреплении замкнутых прямоугольных сердечников с обеих сторон несущей пластины, последующем разделении сердечников совместно с этой пластиной на два полусердечника и использовании немагнитных прокладок, с помощью которых формируют рабочие зазоры в каждой головке, отличающийся тем, что, с целью уменьшения разброса выходных параметров магнитных головок, повышения точности их
размещения в блоке, а также увеличения производительности труда при массовом изготовлении блоков головок, короткие стороны сердечников изготавливают разными по ширине, разделяют сердечники по геометрической плоскости, параллельной образующей длинных сторон, на равные полусердечники, переворачивают один из них относительно другого вокруг геометрической оси, перпендикулярной образующей, на 180°, скрепляют между собой
с предварительной установкой между торцами немагнитной прокладки оба полусердечника, обрабатывают короткие стороны полученной прямоугольной заготовки до заданной величины рабочего зазора, после чего заготовку разделяют по геометрической плоскости, параллельной образующей ее коротких сторон, на две равные части.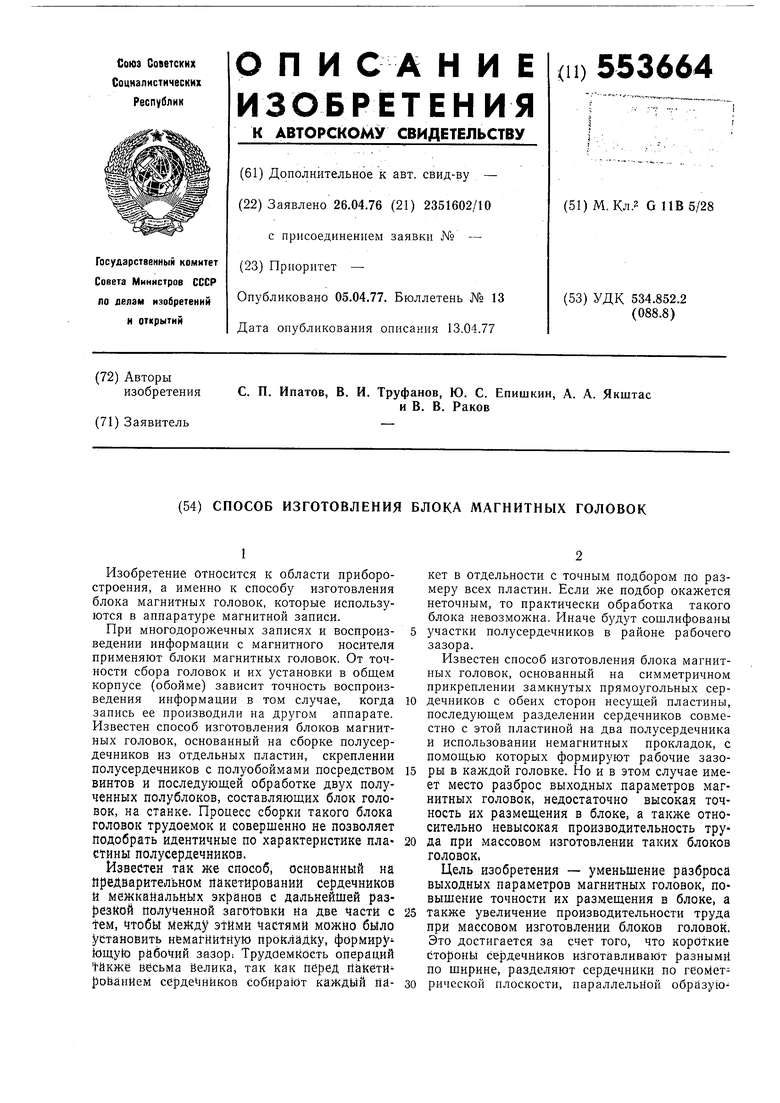

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Блок магнитных головок записи и способ его изготовления | 1984 |
|
SU1208581A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
r
9
19
