nJB
Изобретение относится к способам обработки валков косовалковых правильных машин, применяющихся в трубе прокатных и трубоволочильных цехах мetaллypгичecкиx заводов.
Известен способ обработки валков косовалковых трубоправильных машин, при котором режущий инструмент с диаметром, равным наружному диаметру трубы, подлежащей правке, перемещается поступательно вдоль оси трубы.
Однако известный способ обработки бочек валков обладает недостатками, так как ограничивается диаметр режущего инструмента, который должен быть равен диаметру трубы, впоследствии обрабатывающейся этии валком. . При обработке валков с большой длиной бочки при малом диаметре режущего инструмента жесткость режущей системы недостаточна. Вследствие этого ухудшается точность геометрии калибровки и качество рабочей поверности бочек валков, что в конечном итоге отрицательно сказывается на качестве правки труб.
Высококачественная правка поперечного сечения труб, праЙка труб по длине и их концов обеспечивается только при таком сопряжении поверхностей валков и трубы, когда контак осуществляется по всей рабочей длине бочек валков и линия касания не имеет разрывов.
Цель изобрете ия - повьшгение жесткости конструкции обрабатывающего станка и стойкости инструмента.
Это достигается тем, что по предлагаемому способу обработку производят дисковым инструментом, ось вращения которого располагают перпендикулярно направлению движения псдачи инструмента.
На чертеже изображена схема обработки валка.
Режущий инструмент 1 устанавливают относительно обрабатываемого валка 2 так, что плоскость вращения дискового инструмента 1 составляет с осью валка 2 угол ей и совмещена с осью трубы 3, которая впоследствии будет подвергнута правке валком 1. Рабочий профиль инструмента выполняют по радиусу R, равному половине диаметра d выправляемой трубы. Ось 4 вращения инструмента 2 устанавливают перпендикулярно направлению движения; выправляемой трубы V, при этом инструменту сообщают движение подачи S вдоль оси трубы 3.
Такая схема обработки обеспечивает большую жесткость режущей системы и позволяет применять инструмент, диаметр которого D не ограничен, что повышает его стойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная косовалковая правильная машина | 1975 |
|
SU656697A1 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| Косовалковая правильная машина | 1990 |
|
SU1810164A1 |
| СПОСОБ НАСТРОЙКИ КОСОВАЛКОВОЙ ПРАВИЛЬНОЙ МАШИНЫ ПРИ ПРАВКЕ ТРУБ С ТЕМПЕРАТУРОЙ 500-700°C | 2009 |
|
RU2406582C2 |
| Косовалковая машина для правки труби пРуТКОВ | 1978 |
|
SU848118A1 |
| Косовалковая трубоправильная машина | 1974 |
|
SU525491A1 |
| Устройство для правки круглого проката | 1984 |
|
SU1181737A1 |
| Косовалковая правильная машина | 1990 |
|
SU1754265A1 |
| Трубоправильная косовалковая машина | 1976 |
|
SU585895A1 |
| Машина для правки тонкостенных труб | 1974 |
|
SU504581A1 |
СПОСОБ ОБРАБОТКИ ВАЛКОВ КО- СОВАЛКОВЫХ ТРУБОПРАВИЛЬНЫХ МАШИН, при котором инструменту, имеющему рабочий профиль с радиусом, равным радиусу трубы, подлежащей правке, сообщают движение подачи вдоль оси трубы, отличающийся тем, что, с целью повышения жесткости конструкции обрабатывающего станка и повышения стойкости инструмента, обработку производят дисковым инструментом, ось вращения которого располагают перпендикулярно направпе-^ нию движения подачи инструмента.(ЛсСПСП00•^сосо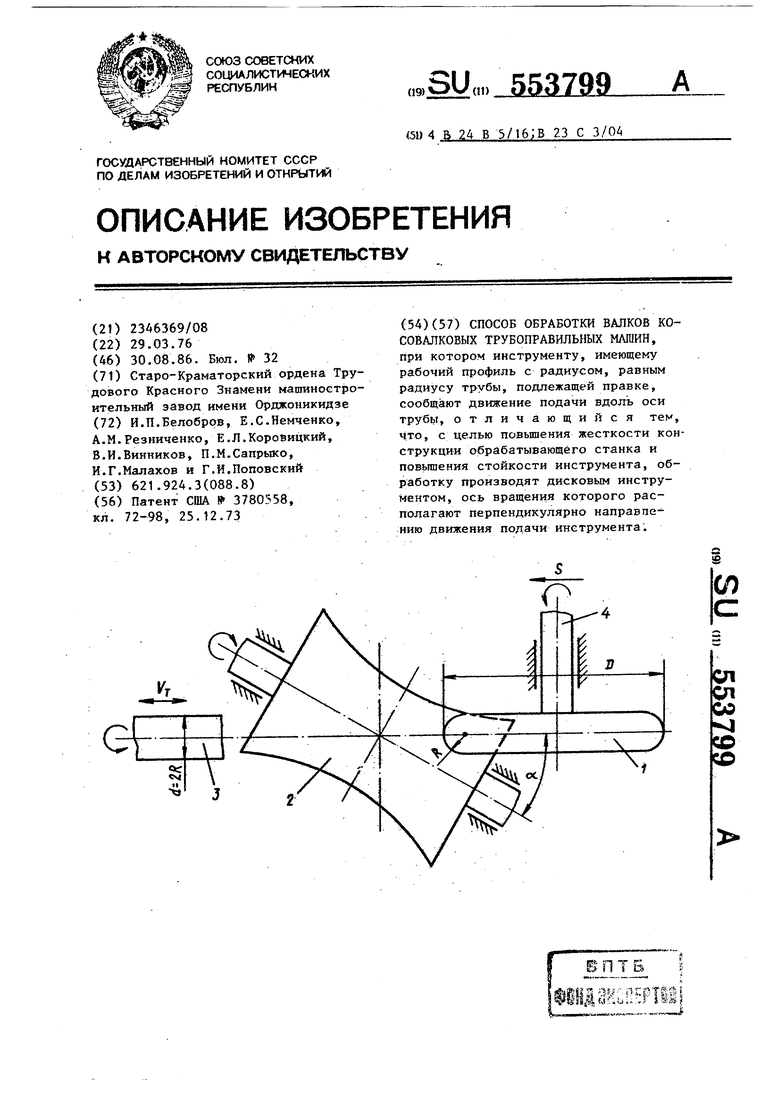
| Патент США № 3780558, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
