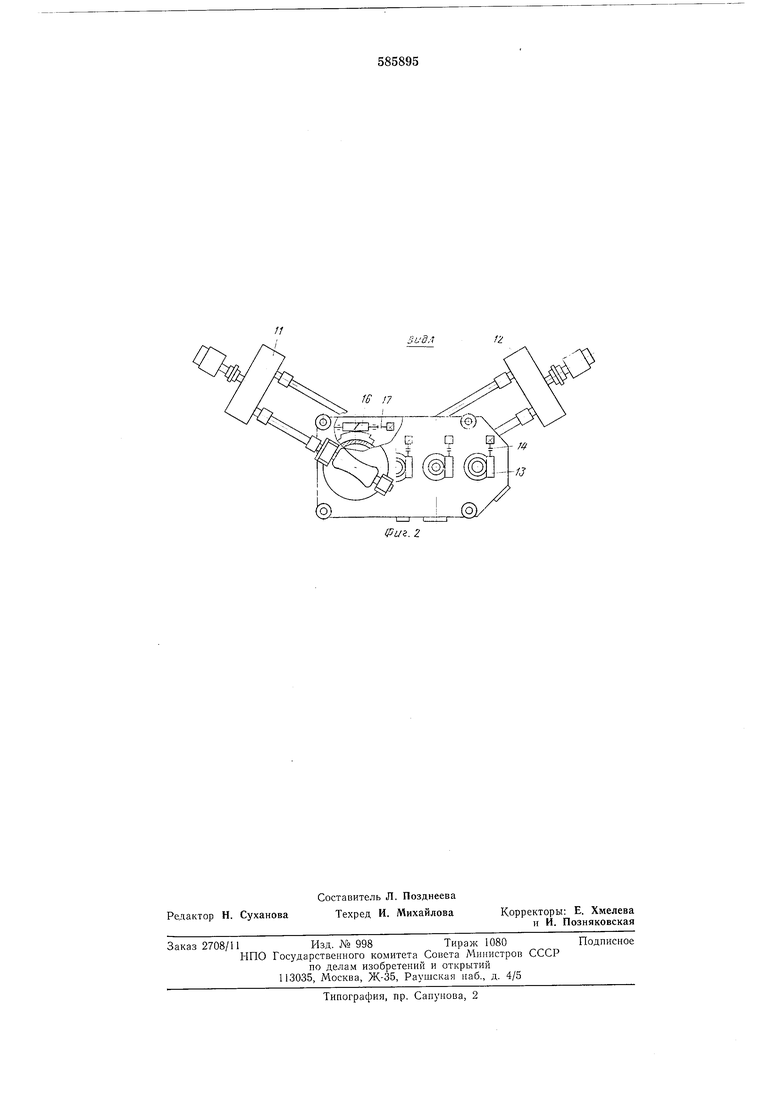
ного перемещения с помощью механизма 15 автоматического поворота.
Угловая настройка нижних валков осуществляется от механизированного привода 16 через фрикционную муфту 17 предельного момента.
Машина работает следующим образом.
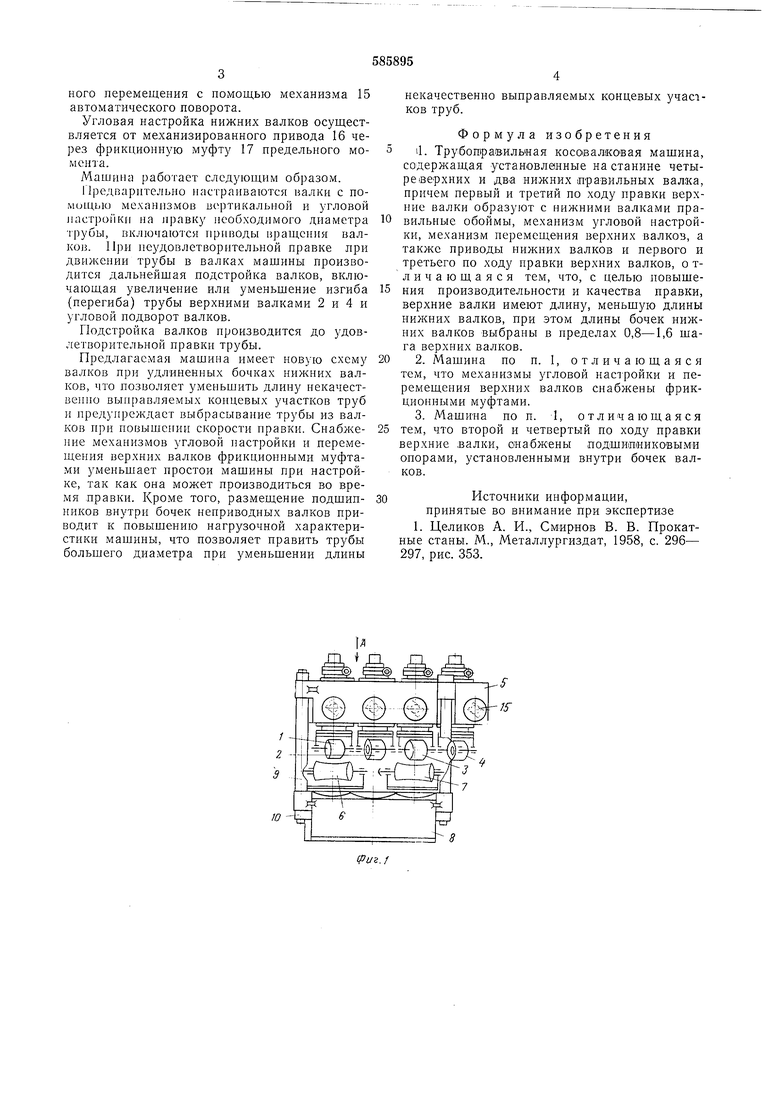
Предварительно настраиваются валки с помищью механизмов вертикальной и угловой настройки на правку необходимого диаметра трубы, включаются ириводы вращения валков. При неудовлетворительной правке при движении трубы в валках мащины производится дальнейщая подстройка валков, включающая увеличение или уменьщение изгиба (перегиба) трубы верхними валками 2 и 4 и угловой подворот валков.
Подстройка валков производится до удовлетворительной правки трубы.
Предлагаемая мащина имеет новую схему валков при удлиненных бочках нижних валков, что позволяет умеиьщить длину некачественно выправляемых концевых участков труб и предупреждает выбрасывание трубы из валков ири повыщении скорости иравки. Сиабжение механизмов угловой настройки и перемещения верхних валков фрикционными муфтами уменьщает простои мащины при настройке, так как она может производиться во время правки. Кроме того, размещение подщипников внутри бочек ненриводных валков приводит к повыщению нагрузочной характеристики мащины, что позволяет править трубы больщего диаметра при уменьщении длины
некачественно выправляемых концевых участков труб.
Формула изобретения il. Трубоп1раозильиая косовалковая мащина, содержащая установленные на станине четырееерхних и нижних правильных валка, причем первый и третий по ходу правки верхние валки образуют с нижними валками правильные обоймы, механизм угловой настройки, механизм неремещения верхних валкоз, а также приводы иижиих валков и первого и третьего по ходу правки верхних валков, о тли чающаяся тем, что, с целью повыщения ироизводительности и качества правки, верхние валки имеют длину, меньщую длины нижних валков, ири этом длины бочек нижних валков выбраны в нределах 0,8-1,6 щага верхних валков.
2. Мащина но н. 1, отличающаяся тем, что механизмы угловой нас1 ройки и перемещения верхних валков снабжены фрикционными муфтами. 3. Мащина по п. 1, отличающаяся
тем, что второй и четвертый ио ходу правки верхние валки, снабжены подщипниковыми опорами, установленными внутри бочек валков.
Источники информации,
принятые во внимание ири экспертизе 1. Целиков А. И., Смирнов В. В. Прокатные станы. М., Металлургиздат, 1958, с. 296- 297, рис. 353.
| название | год | авторы | номер документа |
|---|---|---|---|
| Косовалковая машина для правки труби пРуТКОВ | 1978 |
|
SU848118A1 |
| Роторная косовалковая правильная машина | 1975 |
|
SU656697A1 |
| Косовалковая правильная машина | 1990 |
|
SU1754265A1 |
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| Косовалковая правильная машина | 1990 |
|
SU1810164A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2002 |
|
RU2228231C2 |
| Способ настройки правильно-раскруточной машины и устройство для его осуществления | 1986 |
|
SU1349827A1 |
| ПРАВИЛЬНАЯ МАШИНА ДЛЯ ПРАВКИ ПРОФИЛЕЙ ВЫСОКОЙ ТЯЖЕСТИ | 2006 |
|
RU2335363C2 |
| Способ производства горячекатаных труб | 1986 |
|
SU1411066A1 |
| Способ правки листового проката | 2018 |
|
RU2697311C1 |
/о
