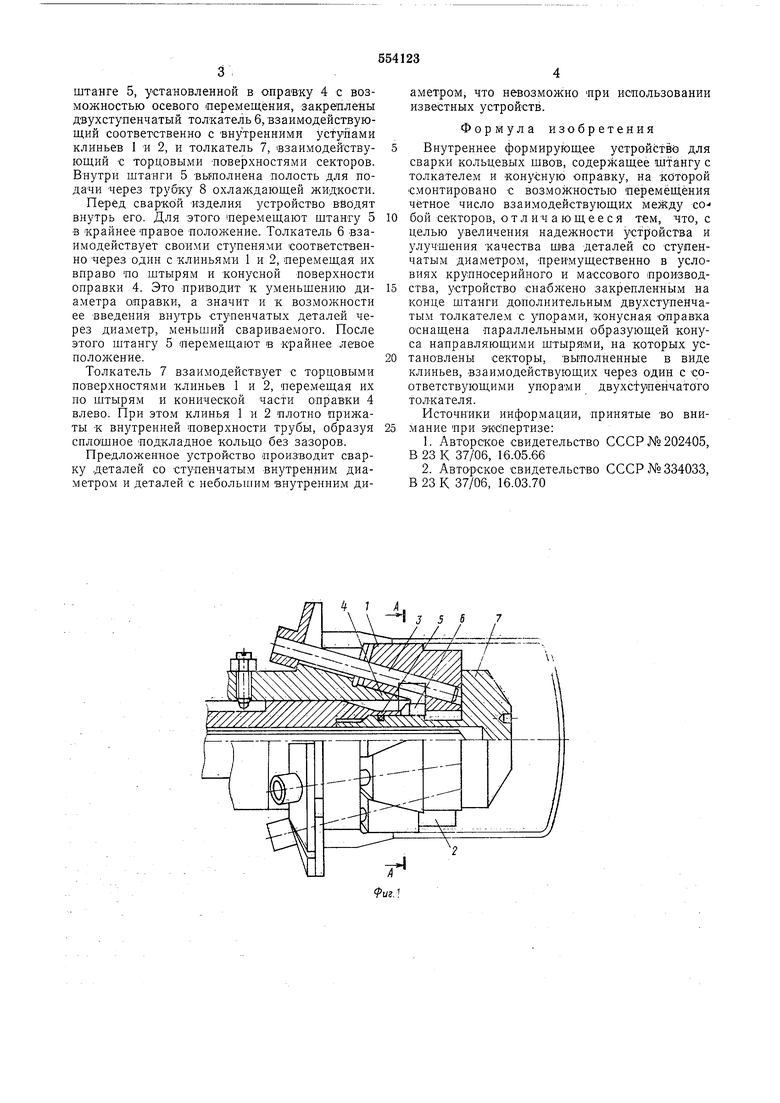
штанге 5, установленной в оправку 4 с возможностью осевого перемещения, закреплены двухступенчатый толкатель 6, взаимодействующий соответственно с внутренними ycfyiiaMH клиньев I и 2, и толкатель 7, взаимодействующий с торцовыми Поверхностями секторов. Внутри штанги 5 выполнена полость для подачи через трубку 8 охлаждающей жидкости.
Перед сваркой изделия устройство вводят внутрь его. Для этого (перемещают штангу 5 в крайнее правое положение. Толкатель 6 взаимодействует своими ступенями соответственно через один с клиньями 1 и 2, перемещая их вправо по штырям и конусной поверхности оправки 4. Это приводит к уменьшению диаметра о/правки, а значит и к возможности ее введения ступенчатых деталей через диаметр, меньший свариваемого. После этого штангу 5 перемещают в крайнее левое положение.
Толкатель 7 взаимодействует с торцовыми поверхностями клиньев 1 и 2, перемещая их по штырям и конической части оправки 4 влево. При этом клинья 1 и 2 плотно прижаты К внутренней поверхности трубы, образуя сплошное подкладное кольцо без зазоров.
Предложенное устройство производит сварку деталей со ступенчатым внутренним диаметром и деталей с неболыпим внутренним диаметром, что невозможно при использовании известных устройств.
Формула изобретения
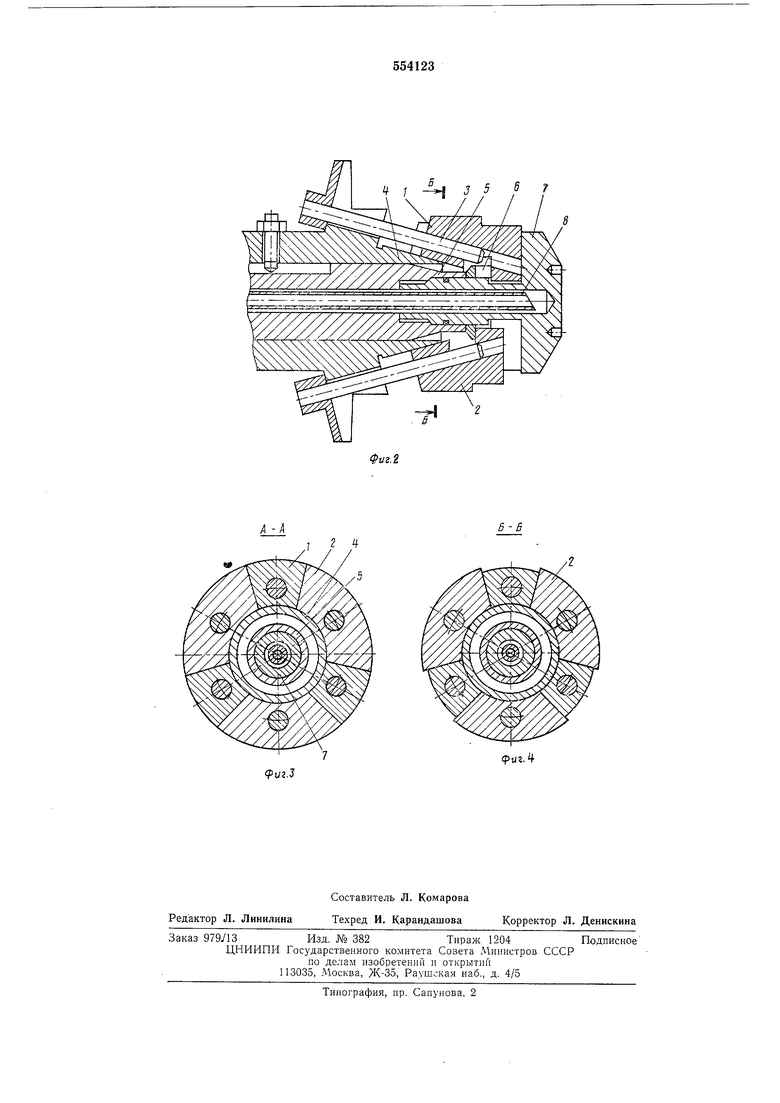
Внутреннее формирующее устройство для сварки кольцевых швов, содержащее штангу с толкателем и конусную оправку, на которой смонтировано с возможностью перемещения чётное число взаимодействующих между со- бой секторов, отличающееся тем, что, с целью увеличения надежности устройства и улучшения качества шва деталей со ступенчатым диаметром, преимущественно в условиях крупносерийного и массового производства, устройство снабжено закрепленным на конце штанги дополнительным двухступенчатым толкателем с упорами, конусная оправка оснащена параллельными образующей конуса направляющими штырями, на которых установлены секторы, выполненные в виде клиньев, взаимодействующих через один с соответствующими упорами двухступенчатого толкателя.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР №202405, В 23 К 37/06, 16.05.66
2.Авторское свидетельство СССР № 334033, В 23 К 37/06, 16.03.70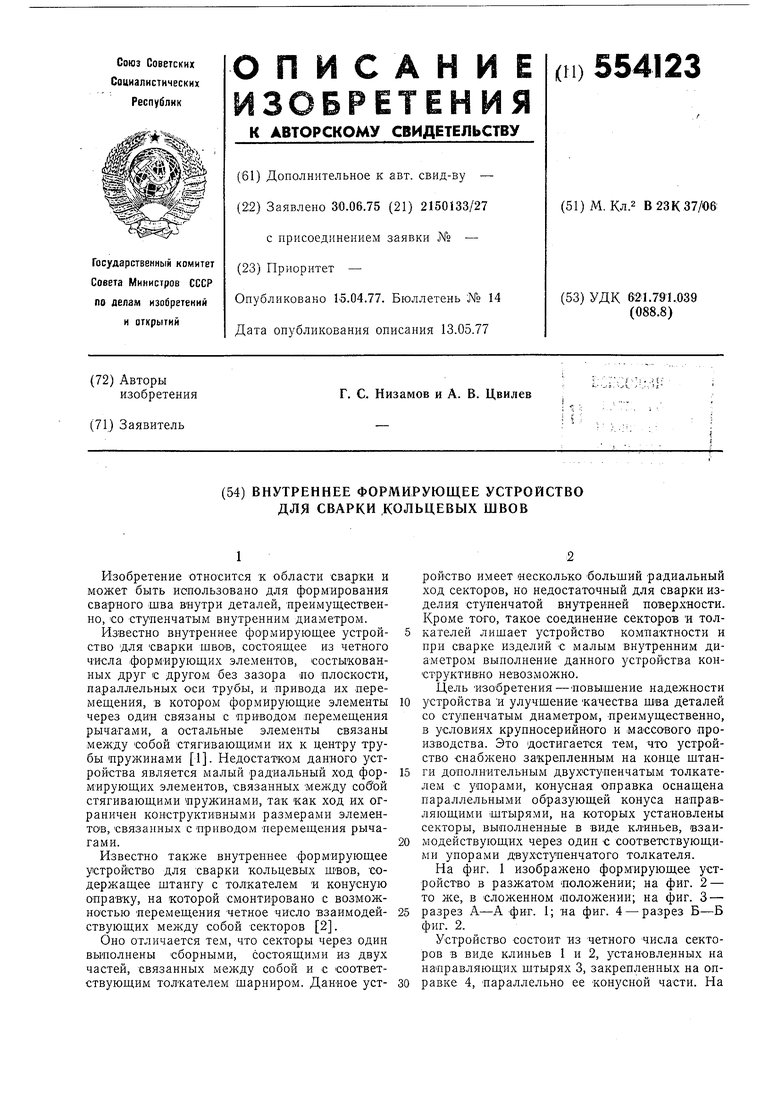
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная бабка многооперационного станка | 1979 |
|
SU933290A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Автомат для сборки пластин коллек-TOPOB элЕКТРичЕСКиХ МАшиН B ТЕХНОлОги-чЕСКую ОбОйМу | 1979 |
|
SU838842A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сварки секций радиа-TOPOB | 1979 |
|
SU841884A1 |
| Устройство для прессования изделий из порошков | 1978 |
|
SU753644A1 |
| Установка для полуавтоматической сварки | 1977 |
|
SU745628A1 |
2 4
фиг, 4
