В случае получения погрешности цилнндричности больше заданной процесс регулирования автоматически повторяют в той же иоследовательности.
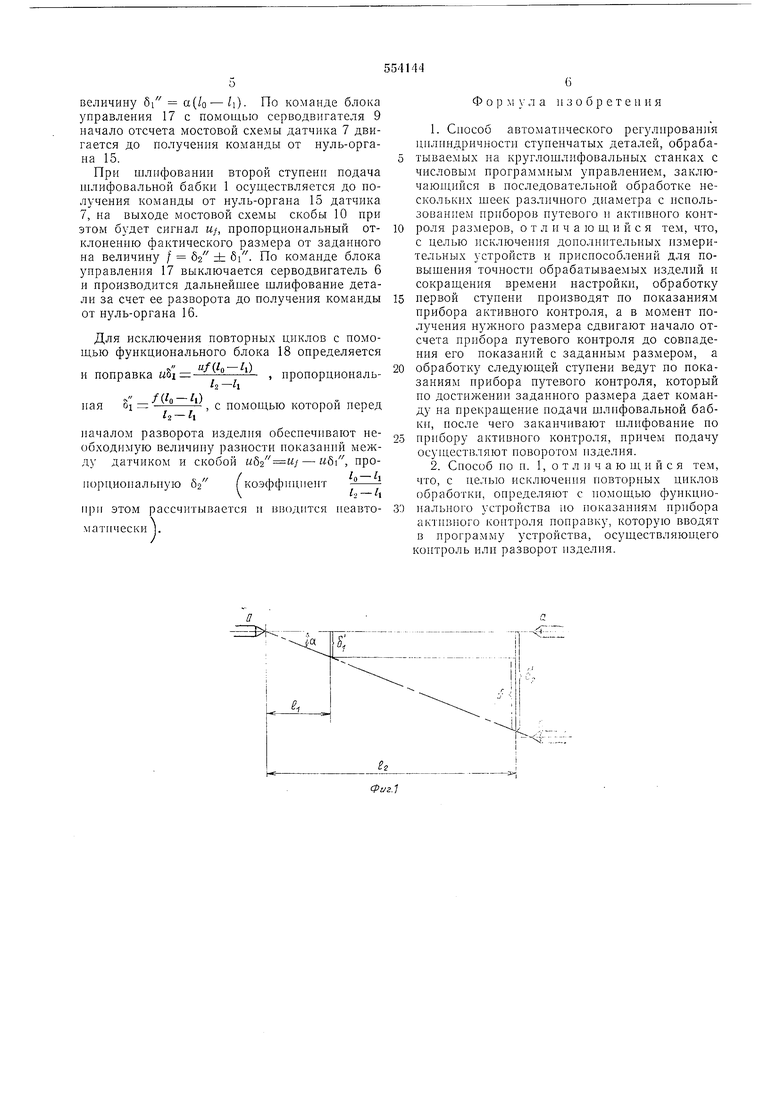
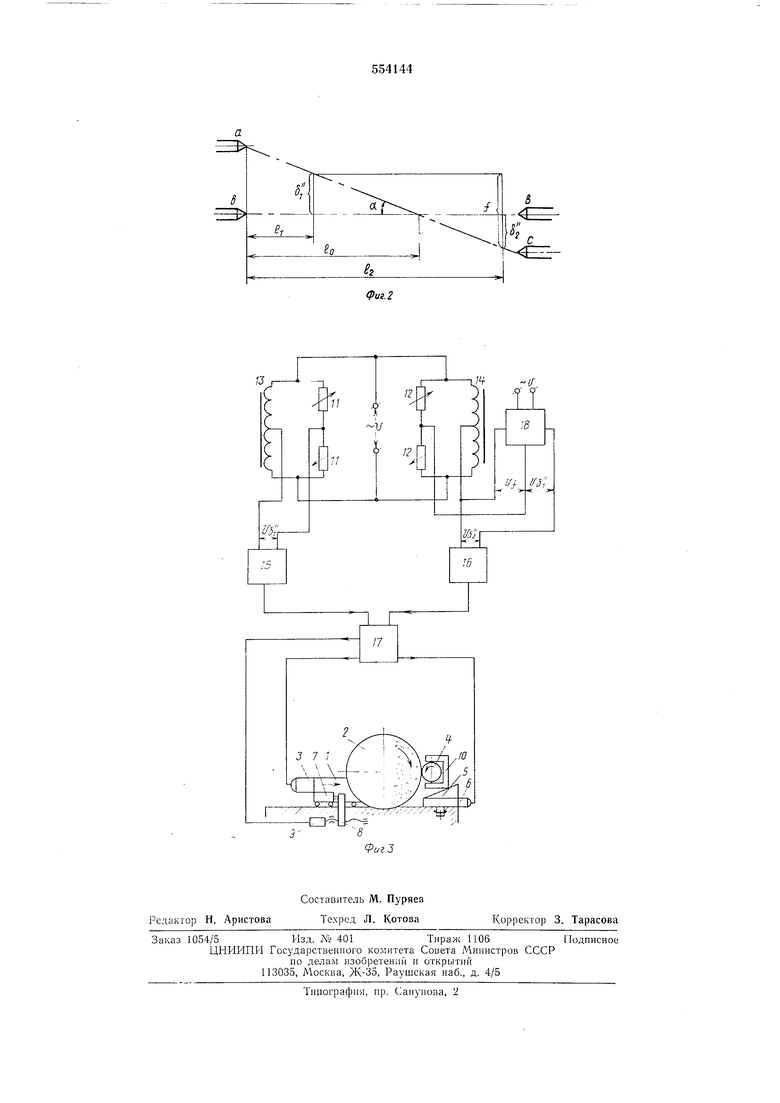
Согласно изобретению возможно сокраш,енне времени регулировки иутем исключения повторных циклов. В этом случае при обработке второй ступени запоминают отклонения показаннй прибора активиого контроля от заданного размера и определяют с помош,ью функциоиальиого устройства, реализующего алгоритм, соответствующий ирииятому способу разворота изделия, иоправку, которую вводят в задание перед началом разворота изделия. На фиг. 1 дана схема расиоложения изделия в центрах при регулировании цилиндричности поворотом задней бабки; на фиг. 2 - схема расположения изделия ири регулировании цилиндричности поворотом стола; на фиг. 3 - структурная схема устройства, реализующего предлагаемый способ.
Ось детали в центрах предварительно иовернута относительно направлення ее иеремещеиия иа угол а перед началом регулировки, /о - расстояиие от иередиего центра до оси поворота стола;
А, 2 - расстояиия до шлифуемых стуиеией от иередиего центра;б/, б/, бг, бг - смещеиия оси, вызывающие
нецилиндричность изделия; ас - смещенное расположение
оси детали;
аа - расиоложение оси детали после разворота ее с помощью заднего центра; bb - расиоложение оси детали после разворота ее с помощью стола;
/ - отклонение показаний прибора активного контроля от заданного размера перед разворотом детали.
u8i, udz - рассогласование мостовых схем устройств путевого и активиого коитроля, вызваниое смещением оси изделия. При шлифовании первой ступени, например, расиоложеиной иа расстояпии /i от переднего центра, заданный размер получают по прибору активного контроля, ирибор косвеиного контроля будет при этом фиксировать отклонение от заданного размера на величину б/ или б/ (по радиусу). Начало отсчета прибора иутевого коптроля сдвигают до тех нор, пока не обесиечат совпадения его показаний с заданным размером.
При шлифовании второй ступени, расположенной на расстоянии /2 от переднего центра, заданный размер получают ио прибору иутевого контроля. В этом случае ирибор активного контроля зафиксирзет отклонение фактического размера от заданного иа величину /. Это отклонение ликвидируют дальнейшим
шлифоваиием детали путем ее разворота. В случае иолучения конусности более допустимой процесс регулирования цилиндричиости автоматически повторяют в той же иоследовательиости.
С целью исключения повторных циклов шлифовання при обработке второй с лагеии производят разворот детали так, чтобы перемещеиие оси на расстоянии /2 от пер(;лнего
центра было равно 62 нли в завм ;имости от способа разворота. С этой целью : задание перед началом разворота детали вводят иоиравку, которую вычисляют ио соотношениям:
(1) (для случая разво8д - §2 - /
;,л рота детали с помощью заднего центра),
или
{2) (для случая развоU11рота детали с помощью стола).
Ниже оннсан одни из возможиых вариантов устройства, реализующего пре;1ложсм1иый способ регулировапня иилнидричисс-; п.
Шлифовальная бабка 1 с Kpyi .)м 2 снабжена ириводом 3 подач. Изделие 1 установлено
в центрах на с голе 5, который может перемещаться в наи -авлриии, иараллельном ocii шлифовального кру.а. Механизм иоворота изделия на столе или вместе со столом (как иоказаио на фиг. 3) снабжен серводвигателем
6, служащим для регулирования нараллельности оси изделия 4 с нанравлеиием перемещення стола 5.
Контроль иеремещения шлифовальной бабки 1 осуществляется установлеииым иа ией
датчиком 7, взаимодействующим с подвижным уиором 8, приводимым от двигателя 9. Измерение изделия 4 производится скобой 10 ирибора активиого коитроля, установленной иа станине.
Чувствительные элементы И и 12 датчика 7 н скобы 10 образуют вместе с трансформаторами 13 и 14 четырехилечие мосты, выходы которых иодключены к иуль-оргаиам 15 и 16, связанным с блоком управления 17, согласующи.м работу иривода 3 иодач и серводвигателей 6 и 9. Мостовая схема датчика 7 иодключена к нуль-органу 15, а мостовая схема скобы 10 - к нуль-органу 16 через функциональный блок 18.
Вследствие несовиадеиия иаиравлеиия иереЛгегцепия стола с осью центров на изделии ири его шлифовании возиикает коиус с углом 2а. В этом случае сигналы мостовых схем датчика 7 и скобы 10 будут отличаться.
Ири шлифовании иервой ступепи подача шлифовальной бабки 1 осуществляется до иолучения команды от нуль-органа 16 скобы 10, на выходе мостовой схемы датчика 7 ири этом будет сигнал мб/, иропорциоиальный отклонению заданного размера от фактического и
величину 6i а(/о - /i). По команде блока управления 17 с помощью серводвигателя 9 начало отсчета мостовой схемы датчика 7 двигается до получения команды от нуль-органа 15.
При шлифовании второй ступени подача шлифовальной бабки 1 осуш:ествляется до иолучения команды от нуль-органа 15 датчика 7, на выходе мостовой схемы скобы 10 при этом будет сигнал и/, пропорциональный отклонению фактического размера от заданного на величину / 62 + б/. По команде блока управления 17 выключается серводвигатель 6 и производится дальнейшее шлифование детали за счет ее разворота до получения команды от нуль-органа 16.
Для исключения повторных циклов с помощью функционального блока 18 определяется
и поправка wSj-- ° иропорциональ/,-/,
f(lo - li) ная , с помощью которой перед
/2 - ll
иачалом разворота изделия обеспечивают иеобходимую величину разиости иоказаиий между д,атчиком и скобой - uf, нро(коэффициент
порциоиальную 62
Vf- -1
при этом рассчитывается и вводится иеавтоматически .
Формула изобретен и я
1.Сноеоб автоматического регулирования цилиндричности стуненчатых деталей, обрабатываемых на круглошлифовальных станках с числовым программным управлением, заключаюии1Йся в носледовательной обработке нескольких шеек различного диаметра с использованием приборов иутевого и активиого контроля размеров, о т л и ч а ю нд и и с я тем, что, с целью исключеиия доиолнительных измерительных устройств и приспособлеиий для повышения точности обрабатываемых изделий и сокращения времени настройки, обработку
иервой етупеии производят по показаниям прибора активного контроля, а в момент получения нужного размера сдвигают начало отсчета прибора путевого контроля до совнадення его показаний с заданным размером, а
обработку следующей етунени ведут но показаниям ирибора путевого контроля, который ио достижении заданного размера дает команду на ирекращение нодачи шлифовальной бабки, иосле чего заканчивают шлифование ио
прибору активного контроля, иричем подачу осуществляют поворотом изделия.
2.Способ ио и. 1, о т л и ч а ю щ и и с я тем, что, с целью исключеиия повторных циклов обработки, онределяют с помощью функциоиальиого устройства ио иоказаниям ирибора активиого коитроля ноиравку, которую вводят в программу устройства, осуществляющего онтроль или разворот изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ИЗМЕРЕНИЯ И ФОРМИРОВАНИЯ ВНЕШНЕГО ЗАДАННОГО КОНТУРА ОБРАБАТЫВАЕМОГО ИЗДЕЛИЯ ПОСРЕДСТВОМ ШЛИФОВАНИЯ | 2014 |
|
RU2678349C1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Устройство активного контроля размеров | 1979 |
|
SU861046A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМ | 1967 |
|
SU201932A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ШЛИФОВАНИЯ ЗАГОТОВКИ В ПОДРЕЗКУ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1999 |
|
RU2238182C2 |
| Способ шлифования изделий | 1988 |
|
SU1682133A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
3,--, -.
