1
Изобретение относится к автоматизации приводов станков и предназначено для использования в системах программного управления ста-нками.
Известно Программирующее устройство для ступенчатого управления лодачей, в котором продолжительность ступеней может управляться во времени. Когда основное программирующее управляющее устройство включает управляемую во времени ступень, возбуждается синхронизирующий прибор, формирующий серию импульсов с целью управления вторым программирующим устройством. Это устройство накапливает заранее выбранное число импульсов и затем возбуждает основное программирующее устройство для сдвига его на одну ступень. Предусмотрено зстройство для возврата второго программирующего устройства в исходное положение до возбуждения основного устройства ступенчатого управления и для выключения синхронизирующего прибора, когда основное зшравляющее устройство сдвигается на одну ступень
Известно также устройство для управления подачей шлифовального станка, содержащее последовательно соединенные счетчик циклов, блок генераторов импульсов, логический блок, подключенный через коммутатор к шаговому двигателю, счетчик припуска, соединенный с блоком цифровой индикации, блок переключателей, один из входов которого через последовательно соединенные формирователь закона регулирования и элемент ИЛИ
подключен к выходу счетчика циклов, и дещнфратор, выход которого подключен к входу счетчика циклов 2.
Однако это известное устройство отличается сложностью.
Целью изобретения является зшрощение устройства.
Для этого оно содержит элемент «Запрет, входы которого соединены с выходами дешифратора и счетчика циклов и с входом
элемента ИЛИ, а выход - с входом счетчика циклов.
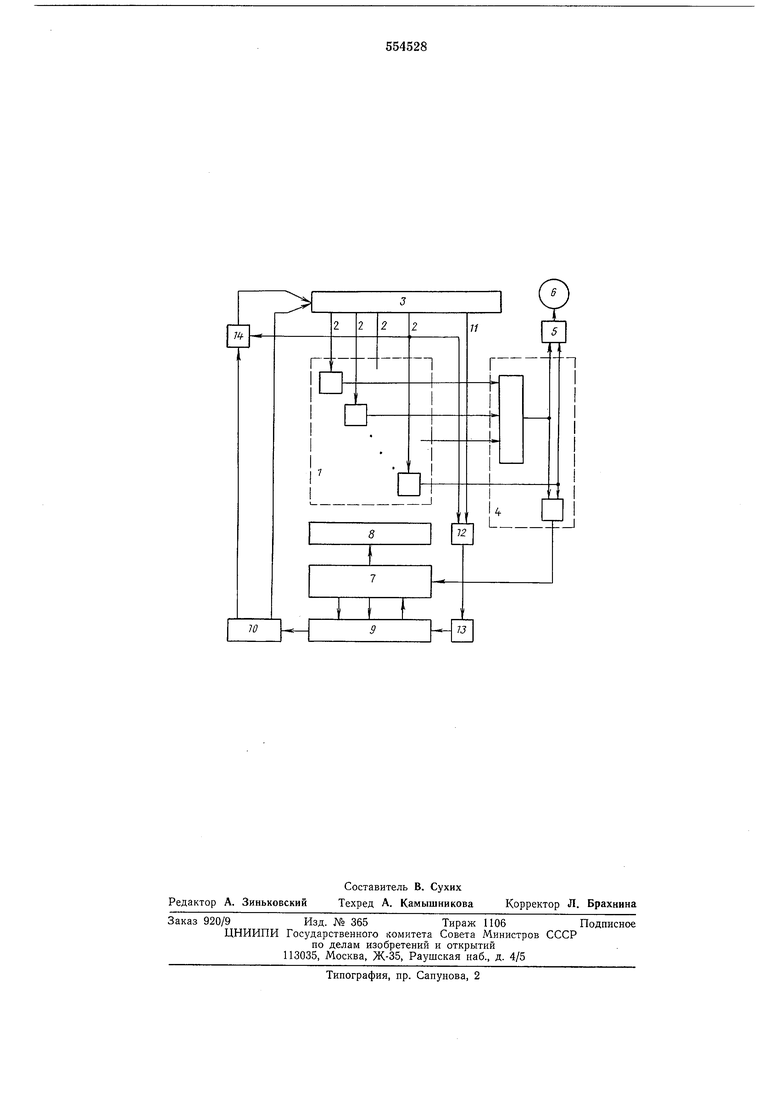
На чертеже приведена структурная электрическая схема устройства. Устройство для управления подачей щлифовального станка содержит блок I генераторов импульсов, входы которого соединены с первыми выходами 2 (выходами управления величиной подачи и отвода шлифовальной бабки) счетчика циклов 3, а выходы его соединены с входами логического блока 4. Выход логического блока 4 через коммутатор 5 подключен к шаговому двигателю 6. Выход логического блока 4, кроме того, подключен к входу вычитающего счетчика припуска 7,
соединенного с блоком цифровой индикации
8. Выходы счетчика 7 через блок переключателей 9 подключены к входам дешифратора 10, один из выходов которого подключен к входу счетчика 3 циклов. Второй выход 11 счетчика циклов 3 (выход исходного положения счетчика цикла) соединен с одним из входов элемента ИЛИ 12, выход которого через формирователь закона регулирования 13 подключенк записывающему входу блока переключателей 9. Второй выход дешифратора 10 соединен с первым входом элемента «Запрет 14, второй вход которого соединен с одним из первых выходов 2 счетчика циклов 3 (выходом отвода шлифовальной бабки) и с вторым входом элемента ИЛИ 12. Выход элемента «Запрет 14 соединен с входом счетчика циклов 3. Устройство работает следующим образом. В исходном состоянии в вычитающем счетчике 7 записано число, указывающее на расстояние от кромки щлифовального круга до точки, определяющей нужный размер обрабатываемой детали. После команды на начало подачи на одном из первых выходов 2 счетчика 3 (выход управления величиной форсированной подачи) появляется сигнал, поступающий в блок 1 и разрешающий прохождение импульсов через логический блок 4 и коммутатор 5 на шаговый двигатель 6.
Кроме того, с второго выхода логического блока 4 эти импульсы поступают на вычитающий счетчик 7. Шаговый двигатель 6 начинает вращаться и перемещает шлифовальную бабку в направление к обрабатываемой детали со скоростью форсированной подачи. В момент касания круга с обрабатываемой деталью от реле касания (не показано) происходит переключение счетчика 3 в следующее состояние, когда по одному из выходов 2 с блока 1 разрещается прохождение импульсов с частотой, соответствующей черновой подаче. Эти импульсы поступают на шаговый двигатель б и счетчик 7. При этом число, записанное в счетчике 7 и индицируемое цифровыми индикаторами блока 8, уменьшается по мере того, как кромка шлифовального круга приближается к заданному размеру. Когда в счетчике 7 возникают числа, набранные на блоке 9, сигналы через дешифратор 10 и элемент «Запрет 14, поступают на счетчик 3, который посредством выходов 2 разрешает прохождение импульсов с блока 1 на шаговый двигатель 6 с частотой, определяющей величину подачи головки и определяемой технологическими требованиями на обработку. При снятии запрограммированного припуска во всех декадах счетчика 7 возникают нули и со второго выхода дешифратора 10 счетчик 3 перебрасывается в состояние, когда спустя время, необходимое на выхаживание по команде на одном из выходов 2 через элемент
ИЛИ 12, формирователь 13 и блок переключателей 9 в счетчик 7 записывается число, набранное на одном из переключателей и равное расстоянию, «а которое нужно отвести 5 кромку шлифовального круга. Одновременно с блока 1 импульсы с максимальной частотой поступают через логический блок 4 на вход отвода коммутатора 5 шагового двигателя 6. Шлифовальная головка с максимальной
10 скоростью отводится в исходное состояние. Эти же импульсы поступают на счетчик 7, поэтому число, записанное в нем, уменьшается по мере того, как кромка шлифовального круга приближается к исходному состоянию, а
15 потенциал с выхода 2 (выход отвода шлифовальной бабки) счетчика 3, поступая на вход элемента «Запрет 14 предотвращает поступление сигналов с дешифратора 10 на счетчик 3, когда счетчик 7 пробегает состояния, набранные на блоке переключателей 9. Поэтому все расстояние отвода шлифовальная головка проходит с. максимальной скоростью. По окончании отвода во всех декадах счетчика 7 снова возникают нули и с первого выхода дешифратора 10 счетчик 3 переводится в состояние, когда с второго выхода 11 сигнал через элемент ИЛИ 12, формирователь 13 и блок 9 вторично записывает в счетчик 7 число, равное величине съема припуска обрабатываемой детали. Привод приходит в исходное состояние.
Предложенное устройство позволяет использовать в качестве счетчика припуска обычный нереверсивный счетчик, поэтому
5 устройство для управления подачей получается более надежным, простым и дешевым.
Формула изобретения
Устройство для управления подачей щли0 фовального станка, содержащее последовательно соединенные счетчик циклов, блок генераторов импульсов, логический блок, подключенный через коммутатор к щаговому двигателю, счетчик припуска, соединенный с
5 блоком цифровой индикации, блок переключателей, один из входов которого через последовательно соединенные формирователь закона регулирования и элемент ИЛИ подключен к выходу счетчика циклов, и дещиф0 ратор, выход которого подключен к входу счетчика циклов, отличающееся тем, что, с целью упрощения устройства, оно содержит элемент «Запрет, входы которого соединены с выходами дешифратора и счетчика циклов
5 и с входом элемента ИЛИ, а выход - с входом счетчика циклов.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3524918, 13-6, 1970.
2. Авторское свидетельство СССР № 363966, G 05В 19/18, 15.07.71 (прототип).
Г
п
п
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПОДАЧЕЙ ШЛИФОВАЛЬНОГО | 1973 |
|
SU363966A1 |
| Устройство для управления подачей шлифовального станка | 1980 |
|
SU883871A1 |
| Устройство для управления подачей шлифовального станка | 1974 |
|
SU554527A1 |
| Автомат для шлифования винтовых канавок | 1985 |
|
SU1713778A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Устройство для управления подачейплОСКОшлифОВАльНОгО CTAHKA | 1979 |
|
SU807231A1 |
| Способ управления процессом врезного шлифования | 1982 |
|
SU1144858A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Устройство для управления подачи шлифовального станка | 1973 |
|
SU472330A1 |
| Устройство для управления шлифовальным станком | 1986 |
|
SU1381433A1 |
IЬг
