1
Изобретение относится к автомати зации обработки на шлифовальных стаках.
Известно устройство для управления подачей шлифовального станка, представляющее собой систему прогpeiMMHoro управления шаговым приводом подачи шлифовального круга, содержгидее последовательно соединенные датчик касания, генератор импульсов, элемент И, коммутатор шагового двигателя, счетчик припуска, соединенный через цифроаналоговый преобразователь и формирователь закона регулирования с управляющим входом генератора. В этом устройстве снижение скорости съема осуществляет Йй плавно, обеспечивая необходимей алгоритм обработки и повышая производительность l.
Недостатком устройства является невозможность его применения в станках и механизмах, осуществляющих обработку припуска дискретными подачами, например на плоскошлифовёшьных, заточных и фрезерных станках.
Наиболее близким по технической сущности к предлагаемому является устройство для управления станком, которое позволяет программировать
величину ступенчатого перемещения шагового двигателя на двух отрезках пути (припуска)в процессе прессования, содержащее мультивибратор со входом запрет, соединенный с входом блока управления двигателем (БУШД) , Hh4eHmero импульсный вход, счетчик пересчета количества отрезков пути и счетчик величины подачи.
0 Набор прогргилля осуществляется с помощью переключателя и диодного дешифратора.
Известное устройство позволяет производить дискретные подачи в ,
5 функции припуска. Вначале производится обработка большими подачами Гчерновыми), затем малыкш-(чистовыми). Внутри казвдого участка припуска (чернового и чистового)
0 все подачи одинаковы. Переход с черновых на чистовые подачи осуществляется скачкообразно (ступенчато).Это делается с целью приближения к оптимальному закону обработки f2.
5
Однако при скачкообразном снижении величины подачи средняя величина подачи уменьшается, что приводит к потере производительности.
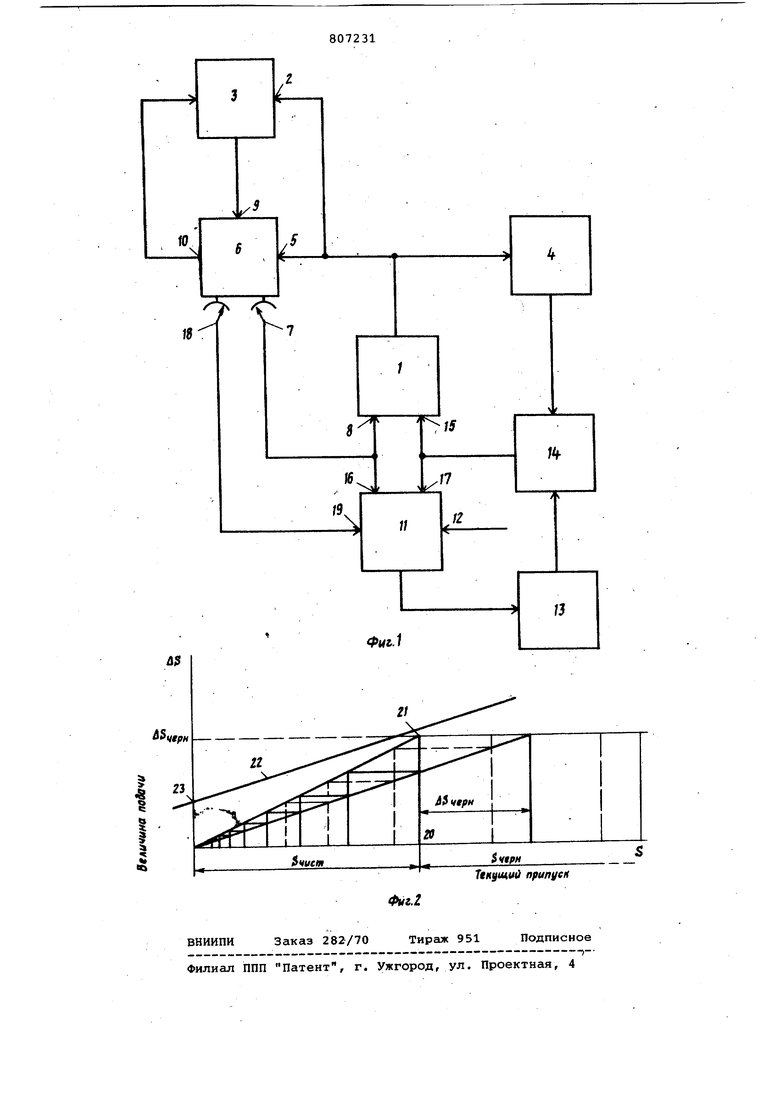
Обычно d целью большего приближе0ния к оптимальному закону увеличивают число ступеней снижения величины подачи - вводят больше двух режимов обработки, например три: черновая, получистовая и чистовая. Однако при том принципе построения систем, который заложен в известных устройствах, это ведет к очевидному увеличе нию объема .оборудования, пропорциональному количеству ступеней. К том .же это усложняет настройку устройства - каждая ступень настраивается индивидуально. Из-за.этих недостатков ограничиваются тремя-че тырьмя ступенями снижения величины подачи, жертвуя производительностью Цель изобретения - расширение фу циональных возможностей устройства, что позволит оптимизировать процесс и повысит производительность обработки , Поставленная цель достигается тем, что в устройство, содержащее первый мультивибратор, выходом подключенный к входу вычитающего счетчика, к суммирующему входу реверсив ного счетчика и к первому входу бло ка управлени я шаговым двигателем, выход которого соединен с вычитающим входом реверсивного счетчика, подключенного первым выходом через первый переключатель к первому входу первого мультивибратора введены последовательно включенные второй переключатель, второй мультивибратор, суммируюций счетчик и блок сов падения, выход которого соединен с вторыми входами первого и второго мультивибраторов, а второй вход - с выходом вычитакицего счетчик а, второй выход реверсивного счетчика подсоед нен к второму входу блока управлени а третьим выходом - к входу второго переключателя, причем третий вход второго мультивибратора подключен к выходу первого переключателя. На фиг. 1 показана блок-схема устройства; на фиг. 2 - диаграмма работы. Устройство для управления подачей плоскошлифовального станка содержит (фиг.1) первый мультивибратор ,1, соединенный с первым входом 2 блока 3 управления двигателя, а также с входом вычитающего счетчика 4 припуска и суммирующим входом 5 ререрсивного счетчика б. Первый вых счЬтчика б через переключатель 7 сс динен с первым входом 8 запрет мультивибратора 1.Выход блока 3 сое динен с вычитающим входом 9 счетчика 6,а второй выход 10 счетчика 6 соединен с вторым входом блока 3. Выход второго Мультивибратора 11, имеющего аналогЬвый вход 12 для управления частотой, соединен с входо суммирующего счетчика 13, выход которого в параллельном коде соединен с первым входом блока 14 совпадения Второй вход блока 14 совпадения ере динен с выходом вычитающего счетчика 4, а выход - с вторыми входами 15 и 17 первого и второго мультивибраторов, а его третий вход 16 соединен с выходом первого переключателя 7. Второй выход счетчика б через второй переключатель 18 соединен с первым входом 19 второго мультивибратора 11. Кроме этого обозначены (фиг.2) зона чернового припуска, зона чист. чистового припуска, точка 20 перехода с черновых подач на чистовые, линия 21, наклон которой определяет режим шлифования, граница 22 допустиких подач, отрезок 2 равный последней чистовой подаче ГО-23). Устройство работает следукяцим образом. В исходном состоянии в счетчике 4 записано число, равное расстоянию от кромки шлифовального круга до точки, определяющей нужный размер обрабатываемой детали, а счетчики б и 13 сброшены в нулевое состояние. Устройство может быть либо разомкнутым с использованием в качестве исполнительного - шагового двигателя, либо замкнутым со следящим приводом, скорость которого регулируется напряжением. Рассмотрим сначала разомкнутое устройство с шаговым двигателем. В случае работы устройства, например, на плоскошлифовальном станке, в каждом крайнем положении стола включается мультивибратор 1 (включение не показано). Импульсы с этого мультивибратора поступают на суммирующий вход 5 счетчика б, на вход 2 блока 3 и на вход счетчика 4. При этом двигатель блока 3 перемещает рабочий орган, осуществляя подачу. Счетчик б заполняетсй импульсами, а в счетчике 4 уменьшается записанное число. Когда счетчик б заполнится до состояния, набранного на переключателе 18 предварительного набора величины последней чистовой подачи, включается мультивибратор 11 и счетчик 13 нё1чинает заполняться импульсами с частотой мультивибратора 11. Так начинается очередная подача. Окончание очередной подачи происходит в следующих случаях: а)при приходе импульса с выхода переключателя.7 предварительного набора величины черновой подачи; б)при приходе импульса с выхода блока 14 совпсщения кодов; в)при полном снятии припуска. Названные три случая соответствуют трем ситуациям в цикле соответственно: черновым подачам, чистовым подачам и стоп - разгар готов. Каждая ситуация складывается в зависимости от величины заполнения счетчика 4 и соотношения степени заполнения счетчиков 4 и 13. Рассмотрим каждую ситуацию отдел но и в том порядке, в каком они. бывают в цикле. 1.В ходе очередной подачи в счетчике 6 набегает число, набранно на переключателе 7 предварительного набора величины черновой подачи, и мультивибраторы 1 и 31 выключаются подача заканчивается, а счетчики 6 13 сбрасываются в нулевое состояние В этой ситуации величина подачи определяется положением переключателя 7. Это зона на оси текущего припуска, S - зона чернового припуска. Здесь после каждой подачи величиначтекущего припуска S уменьшается (стремится к нулю) на величину черновой подачи (фиг.2)/ 2.Из-за разности частот мультивибраторов i и 11 скорость заполнени счетчиков 6 и 13 также разная. Но в любом случае происходит такая очеред ная черновая подача, в ходе которой наступает равенство текущихзначений кодов счетчиков 4 и 1з прежде, чем счетчик 6 приходит в состояние,набр ное на переключателе 7. В этой ситу ции команда наотключение мультивибраторов 1 и 11 поступает с выхода бл на 14 совпадения кодов на входы 15 и 17 соответственно. С этого момента идут чистовые подачи - каждая очеред ная подача меньше предьадущей, так ка число, записанное в счетчике 4, умен шается с каждой подачей и поэтому равенство кодов в счетчиках 4 и 13 при очередной подаче наступает раньше, чем при предыдущей. Это зона Чисг. ° (фиг.2) .После каждой подачи величина текущего припуска уменьшается на величину текущей подачи д 5ц„. , а их соотношения отвечают геометрическим построениям, показанным на фиг.2. 3. Третьей ситуации соответствует случай, когда в ходе подач счетчик 4 приходит в нулевое состояние припуск снят (не показано). Остановимся подробнее на моменте перехода с черновых подач на чистовые (точка 20 на фиг.2). Чем больше частота мультивибратора 11, тем раньше (в области большего остающего ся припуска) наступает равенство кодов в с етчиках 4 и 13 (начинаются чистовые подачи) и наоборот. Поэтому величина чистового припуска определяется частотой мультивибратора 11. Частота мультивибратора 11 устанавливается по равенству где F- частота мультивибратора 1. Переход с черновых на чистовые подачи показан двумя случаями (фиг.2), Первый случай - окончание последней черновой подачи совпадает с началом чистового припуска (сплошные ли- 65 пни), он бывает крайне редко. Чгице бывают случаи, когда окончание последней черновой подачи не совпадает с началом чистового припуска (прерывистая линия). При этом начало очередной подачи лежит в зоне чернового припуска, аконец - в зоне чистового припуска. Тем, не менее, в обоих случаях подачи не выходят за линию 0-21, а касаются ее, величина же подач стремится к нулю в точке . Линия 22 условно делит диаграмму 5-дЗ на две зоны: допустимых величин подач, лежащую ниже, и недопустимых с точки з; рения качества подач, лежащую выше этой линии. Касательная 0-21 должна лежать в зоне допустимых пода.ч. Величину чистового припуска следует выбирать такой, чтобы при принятой величине черновой подачи точка 21 лежала правее и как можно ближе к прямой 22. В этом случае обеспечивается максимальное сокращение машинного времени и максимальная производительность. В равенстве (.1) ст.. выражает наклон касательной 0-21 и является величиной постоянной при принятом режиме шлифования. Поэтому и частота f мультивибратора 11 не зависит от величины черновой подачи и чистового припуска, а является величиной постоянной при принятом режиме шлифования. Можно сделать вывод: самая последняя чистовая подача стремится всегда к минимуму - одной отсчетной дискрете привода. Следует сделать так, чтобы последняя минимальная чистовая подача Д5щ,. п стремилась не к одной дискрете, а к ограниченной величине: ДЗццстТ i л S(,,). Эта задача решается следующим образом: заполнение счетчика 13 запаздывает по отношению к счетчику б на величину, набранную на его переключателе 18. Т.е. мультивибратор 11 начинает вьадавать импульсы в счет-о чин 13 после того, как в счетчике 6 набежит число, равное последней (минимальной) чистовой подаче.Так как счетчик б заполняется частотой мультивибратора 1, от которого работает привод исполнительного механизма блока 3 и счетчик 4/ то это запаз-, дывание измеряется в тех же единицах измерения, что и припуск, с учетом равенства (1) получают Рассмотрим особенности работы схемы в случае замкнутой системы со следующим приводом. В этом случае отработка подачи происходит в два этапа. На первом .этапе осуществляется вышеописанная
работа, только на частоте мультивибраторов , на несколько порядков- выше, чем описано, и.практически мгновенно по сравнению с быстродействием привода подач. В конце этапа после выключения мультивибраторов счетчик 6 в нулевое состояние не сбрасывается, а напряжение, пропорциональное его содержанию, подается с выхода в качестве управляющего на вход блока 3. Двигатель разгоняется
и начинает отрабатывать подачу (второй этап). С выхода привода на вычитающий вход 9 счетчика 6 поступают импульсы,количество которых пропорционально величине перемещениями уменьшают.его содержание. По мере от работки подачи управляющее напряжение уменьшается, и двигатель останавливается.
Если мультивибратор 11 имеет дополнительный аналоговый вход 12 для изменения частоты, в предлагаемую схему можно ввести адаптивное управление. Для этого нужно на указанный аналоговый вход подать электрический сигнал, пропорциональный контролируе мому параметру шлифования, например температур обрабатываемой поверхности. Тогда при возрастании температуры указанная связь увеличивает частоту дополнительного мультивибратора 11, наклбн касательной 0-21 уменьшается,что приводит к уменьшению подач интенсивности шлифования и температуры обрабатываемой поверхности.
Устройство обеспечивает повышение производительности обработки до 30% за счет уменьшения количества проходов на этапе чистовой обработки.
Формула изобретения
Устройство для управления подачей плоскошлифовального станка, содержащее первый мультивибратор, выходом подключенный к входу вычитающего счетчика,к суммирующему входу реверсивного счетчика и к первому вхду блока управления шаговым двигателем, выход которого соединен с вычитающим входом реверсивного счетчика, подключенного первым выходом. через первый переключатель к первому входу первого мультивибратора, отличающееся тем, что, с целью расширения функциональных возможностей устройства, в Него введены последовательно включенные второй переключатель, второй мультивибратор, cy 1миpyющий счетчик и блок совпадения, выход которого соединен с вторыми входами первого и второго мультивибраторов, а второй вход - с выходом вычитающего счетчика, второй выход реверсивного счетчика подсоединен к второму входу блока управления, а третий выход - к входу второго переключателя., причем третий вход второго мультивибратора подключен к выходу первого переключател
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 554527, кл. G 05 В 19/18, 1974.
2.Гумен В.Ф. и Шмырева М.М. Программирование процессов прессования в системе шагового привода. Электромеханические системы управления. Сб. АН СССР, Л., Наука, 1971, с. 50-56 (прототип).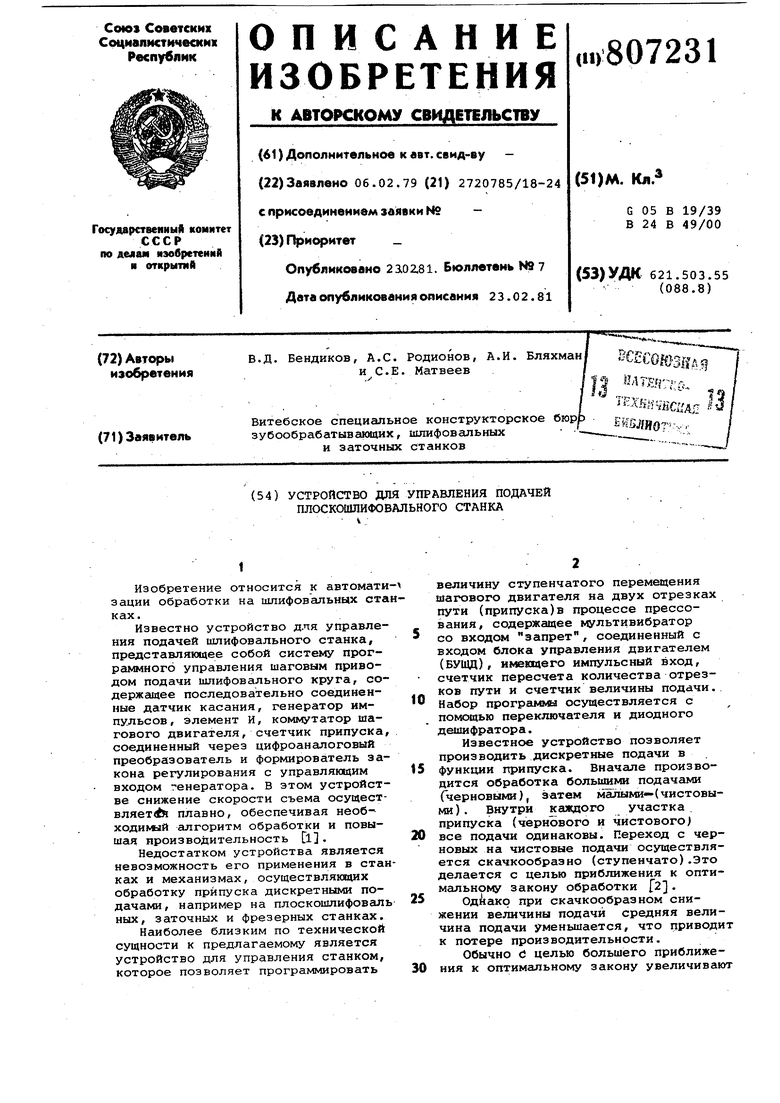

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Устройство для управления подачей шлифовального станка | 1974 |
|
SU554527A1 |
| Устройство для управления приводом подачи стола плоскошлифовального станка | 1986 |
|
SU1348771A1 |
| Устройство для управления подачи шлифовального станка | 1973 |
|
SU472330A1 |
| Устройство для управления шлифовальным станком | 1977 |
|
SU723514A1 |
| Устройство для управления подачей шлифовального станка | 1974 |
|
SU554528A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Устройство для управления длиной хода рабочих органов шлифовального станка | 1975 |
|
SU947829A1 |
| Система управления шлифовальным станком | 1990 |
|
SU1764972A1 |