(54) ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОНТАКТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для приварки контактов к держателям | 1976 |
|
SU642116A1 |
| Устройство для приварки контактов | 1977 |
|
SU740447A1 |
| Устройство для приварки контактов | 1975 |
|
SU551144A1 |
| Полуавтомат для сварки контактов | 1975 |
|
SU521098A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРАВЕРСНЫХ СЕТОК С ПОЯСКАМИ ЖЕСТКОСТИ ИЗ ПЛЮЩЕНКИ | 1969 |
|
SU234530A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| Устройство для контактной роликовой сварки | 1980 |
|
SU925579A1 |
| Устройство для контактной микросварки | 1988 |
|
SU1590289A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU290651A1 |
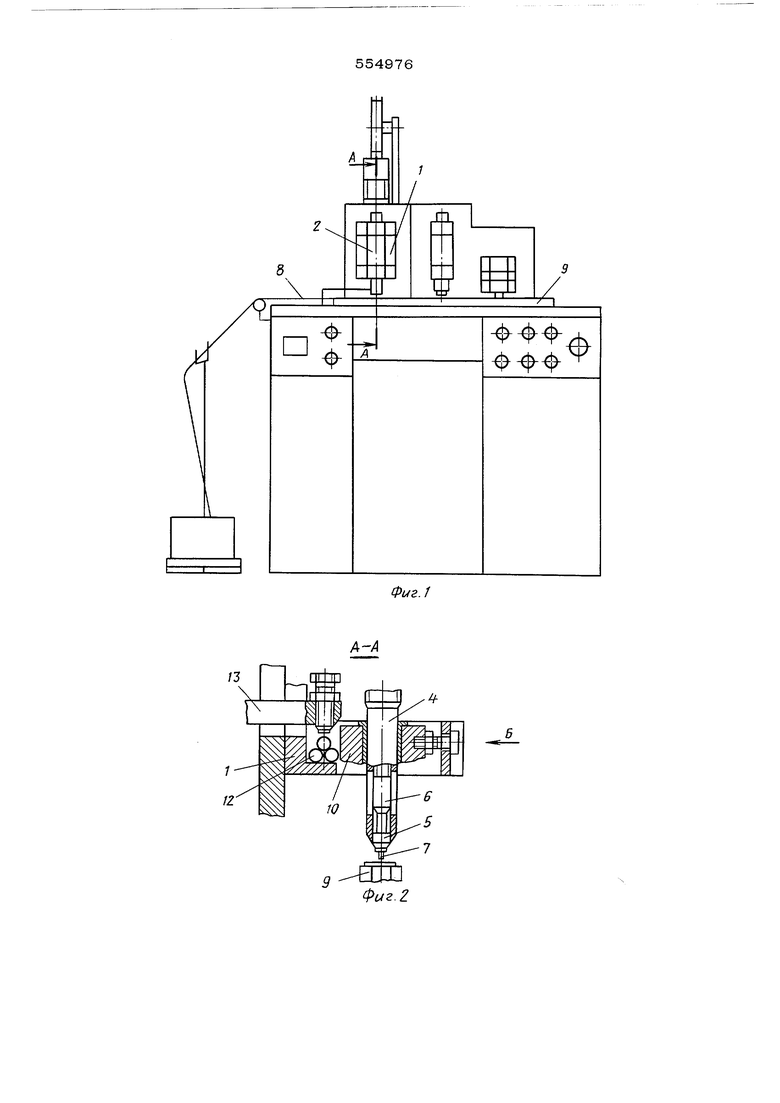
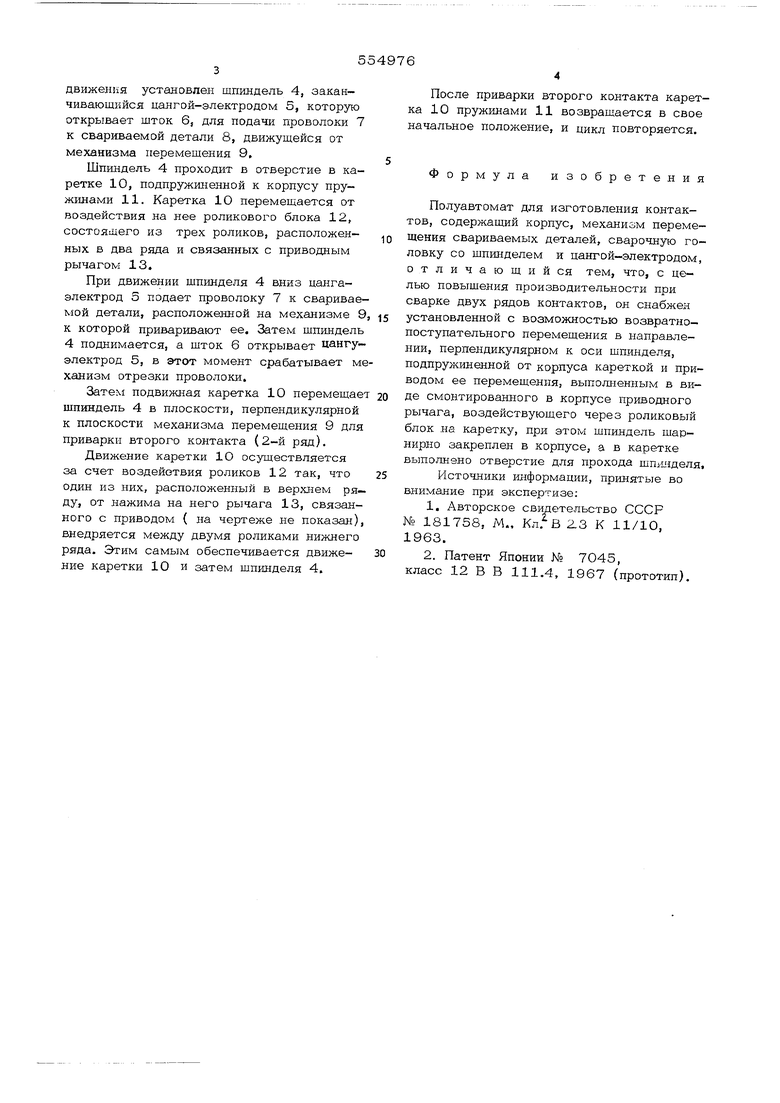
Изобретение относится к контактной сварке деталей и может быть использовано в электротехнической, радиотех11ической промышленности и приборостроении. Известен полуавтомат цля точечной сварки контактов, содержащий сварочную головку с механизмом подачи проволоки и механизм отрезки. Контактный материал серебряная проволока сматывается с катушки и через сварочную головку подается в зону сварки, где она приваривается при прохождении сварочного импульса к контактной пружине, поданной специальным механизмом fl}. Однако такой полуавтомат обеспечивает приварку двух рядов контактов иа пружине за один ее проход по транспортирующему столу. Известен также полуавтомат для приварки контактов, содержащий корпус, механизм перемещения свариваемых деталей, сварочную головку со шпинделем и цангой-электродом 2. Однако приварку двух рядов контактов таким полуавтоматом производят в два про510 15 20 25 хода, что снижает производительность труда. Целью изобретения является повышение производительности при сварке двух рядов контактов, Зто достигается тем, что предлагаемый полуавтомат снабжен установленной с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном к оси шпинделя, подпружиненной от корпуса кареткой и приводом ее перемещения, выполненным в виде смонтированного в корпусе приводного рычага, воздействующего через роликовый блок на каретку. При этом шпиндель шарнирно закреплен в корпусе, а в каретке выполнено отверстие для прохода шпинделя. На фиг 1 изображен полуавтомат)общий вид; на фиг. 2 - разрез сварочной головки по А-А на фиг. 1; на фиг. 3 - вид по стролке Б на фиг, ; на фиг. 4 - разрез сварочной головки по В-В на фиг. 3. Полуавтомат содержит корпус 1, сварочную головку 2, где шарнирно на оси 3 с возможностью возвратно-поступательного
движения установлен шпиндель 4, заканчивающийся цангой-электродом 5, которую открывает шток 6, для подачи проволоки 7 к свариваемой детали 8, движущейся от механизма перемещения 9,
Шпиндель 4 проходит в отверстие в каретке 10, подпружиненной к корпусу пружинами 11. Каретка 1О перемещается от воздействия на нее роликового блока 12, состоящего из трех роликов, расположенных в два ряда и связанных с приводным рычагом 13.
При движении шпинделя 4 вниз цангаэлектрод 5 подает проволоку 7 к свариваемой детали, расположенной на механизме 9, к которой приваривают ее. Затем щпиндель 4 поднимается, а шток 6 открывает цангу- электрод 5, в этот момент срабатывает механизм отрезки проволоки.
Затем подвижная каретка 10 перемещает шпиндель 4 в плоскости, перпендикулярной к плоскости механизма перемещения 9 для приварки второго контакта (2-й ряд).
Движение каретки 1О осуществляется за счет воздействия роликов 12 так, что один из них, расположенный в верхнем ряду, от нажима на него рычага 13, связанного с приводом ( на чертеже не показан), внедряется между двумя роликами нижнего ряда. Этим самым обеспечивается движение каретки 10 и затем шпинделя 4.
После приварки второго контакта каретка 10 пружинами 11 возвращается в свое начальное положение, и цикл повторяется.
Формула изобретения
Полуавтомат для изготовления контактов, содержащий корпус, механизм перемещения свариваемых деталей, сварочную головку со шпинделем и цангой-электродом, отличающий ся тем, что, с целью повышения производительности при сварке двух рядов контактов, он снабжен установленной с возможностью возвратнопоступательного перемещения в направлении, перпендикулярном к оси шпинделя, подпружиненной от корпуса кареткой и приводом ее перемещения, выполненным в виде смонтированного в корпусе приводного рычага, воздействующего через роликовый блок на каретку, при этом щпиндель шарнирно закреплен в корпусе, а в каретке выполнено отверстие для прохода шпушделя
Источники информации, принятые во внимание при экспертизе;
класс 12 В В 111.4, 1967 (прототип).
8
Г1
4--Ф- ж
/3
ПЕ1Р
т
1
/
6 -5
t--Фаг.г
Фиг. 5
В-В
11
ФигЛ
