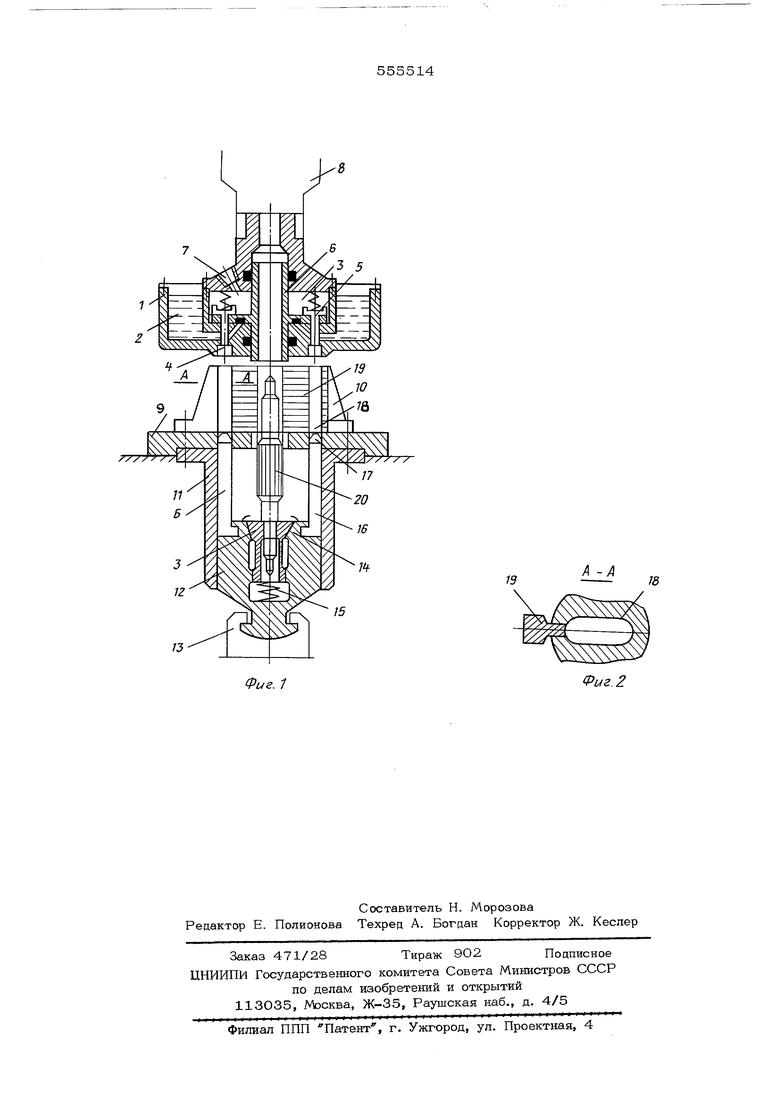
(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПАКЕТА МАШИНЫ РОТОРА ЭЛЕКТРИЧЕСКОЙ На нижней плите 9 устройства установлены фиксирующие и ориентирующие стойки 10 и направляющий стакан 11, в котором расположен механизм для запрессовки вала, содержащий ползун 12, связанный со штоком 13 привода его возвратно-поступаетльного перемещения, цангу 14 с пружиной 15 и комплект гладких дорновочных стержней 16 с заходной фаской 17, профиль и количество которых соответствуют профилю и количеству пазов 18 пакета ротора 19. Дорновочные стержни 16 установлены относительно цанги 14 так, чтобы вход дорновочных счэржней в пазы пакета ротора опережал вход посадочной кромки вала 20 на толщину одной - двух пластин пакета ротора. Устройство работает следующим образом. Вал ротора устанавливают в цангу 14, а шихтованный пакет ротора по трем фиксирую- шим стойкам 10 - на верхнюю плиту устрой-2 ства, причем пакет железа устанавливают так, чтобы заусенцы от вырубки пазов пакета ротора были расположены по направлению входа дорновочных стержней 16 для облегчения входа и повышения их стойкости. Затем подводят верхнюю плиту 1 до соприкосновения с крайним листом пакета и поджимают усилием 2-3 кг/см площади пакета, что не препятствует угловому выравниванию пластин пакета в момент ввода дорновочных стержней. В момент этого поджима автоматически происходит впрыск, распыленной смазки в п зы пакета из резервуара 2 за счет открыт клапанов 5 от действия на них втулки 6, которая поднимается кверху в момент поджима пакета ротора. Распыление смазки осуществляется воздушной эжекцией из резервуара 2, в котором предварительно создается избыточное давление воздуха. Смазка уменьшает рабочее усилие при входе дорновочных стержней в пазы пакета ротора. После подачи смазки приходит в движение нижний шток 13 привода и происходит одновременная запрессовка вала и дорновка пазов пакета ротора, причем обеспечивается вход дорновочных стержней 16 с опережением входа посадочной кромки вала, по крайней мере , на толщину одной - пластин пакета, что способствует лучшему ориентированию пластин пакета ротора пере запрессовкой их на вал. Суммарное усилие запрессовки - дорновки Р Р-,, непостоянно и ЗИП дорн изменяется от нуля до максимальной величины, так как увеличивается контактируе мая с валом 20 и дорновочными стержням 16 площадь запрессовки - дорновки пакета ротора. Усилие поджима верхней плиты 1 также непостоянно и увеличивается соответственно усилию запрессовки -дорновки, оставаясь при этом всегда несколько большей величиной, что обеспечивает получение плотного пакета и лучшую ориентацию пластин пакета. В конце запрессовки вала давление в системе резко возрастает и пакет поджимается усилием, превышающим на 10-15% суммарное усилие запрессовки - дорновки, длительность процесса 2-3 сек. Обычно это усилие равно 25-30 кг/см площади листа пакета и не повреждает изолятдионного покрытия листов пакета. После опрессовки пакета верхнюю плиту отводят в исходное положение и производят вытяжку дорновочных стержней из пазов пакета ротора, Эффективность применения предложенного Устройства заключается в повышении произ одительности труда за счет совмещения операции шихтовки, запрессовки вала и дор«° « - возможности автоматизации технологического процесса сборки роторов электрических машин, в улучшении качества изделия за счет дорновки пазов пакета ротора. Формула изобретения 1,Устройство для сборки пакета ротора электрической машиньг, содержащее механизм для фиксации и ориентации пакета ротора, верхнюю и нижнюю плиты и механизм для запрессовки вала, связанный с приводом его возвратно-поступательного перемещения, отличающееся тем, что, с целью повышения производительности, механизм для запрессовки вала содержит дорновочные стержни, профиль и количество которых соответствуют профилю и количеству пазов пакета ротора. 2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что верхняя плита снабжена распылителем смазки, выполненным в виде прижимного стакана с масляным резервуаром и воздушным ресивером, сообщающимися с выходными соплами. Источники информации, принятые во внимание при экспертизе: 1,Виноградов Н. В. Производство электрических машин, М., Энергия, 1970. 2.Гаврилов А. Н, и др. Технология авиационного электрооборудования, М,, Оборонгиз, 1963, с. 324-330.
15
Фиг. 1
А -А
Фиг. 2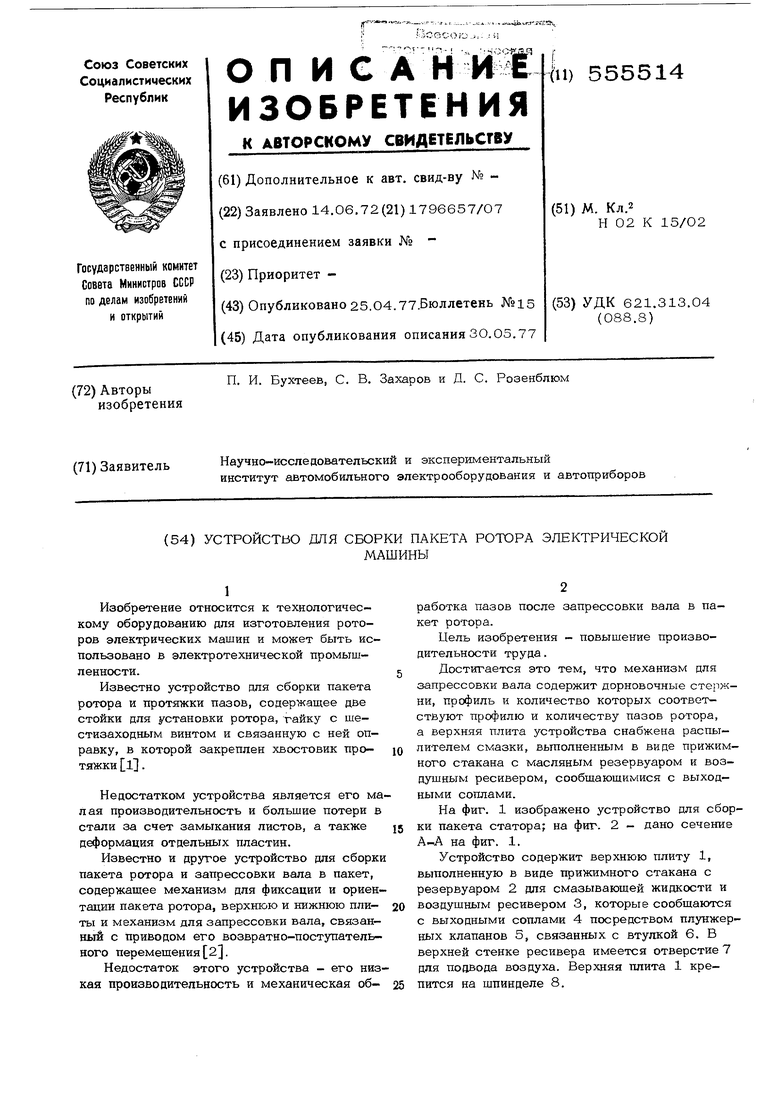
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СКАШИВАНИЯ ПАЗОВ ПАКЕТА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИИЫ | 1972 |
|
SU338971A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ЛИСТОВ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И ПРИСПОСОБЛЕНИЕ ДЛЯ ШИХТОВКИ И ЗАПРЕССОВКИ ПАКЕТА ЛИСТОВ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171532C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171530C1 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Устройство для автоматического набора на роторный вал листов роторного железа | 1961 |
|
SU144220A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| ИНДУКТОРНЫЙ СИНХРОННЫЙ ГЕНЕРАТОР | 2014 |
|
RU2579754C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |