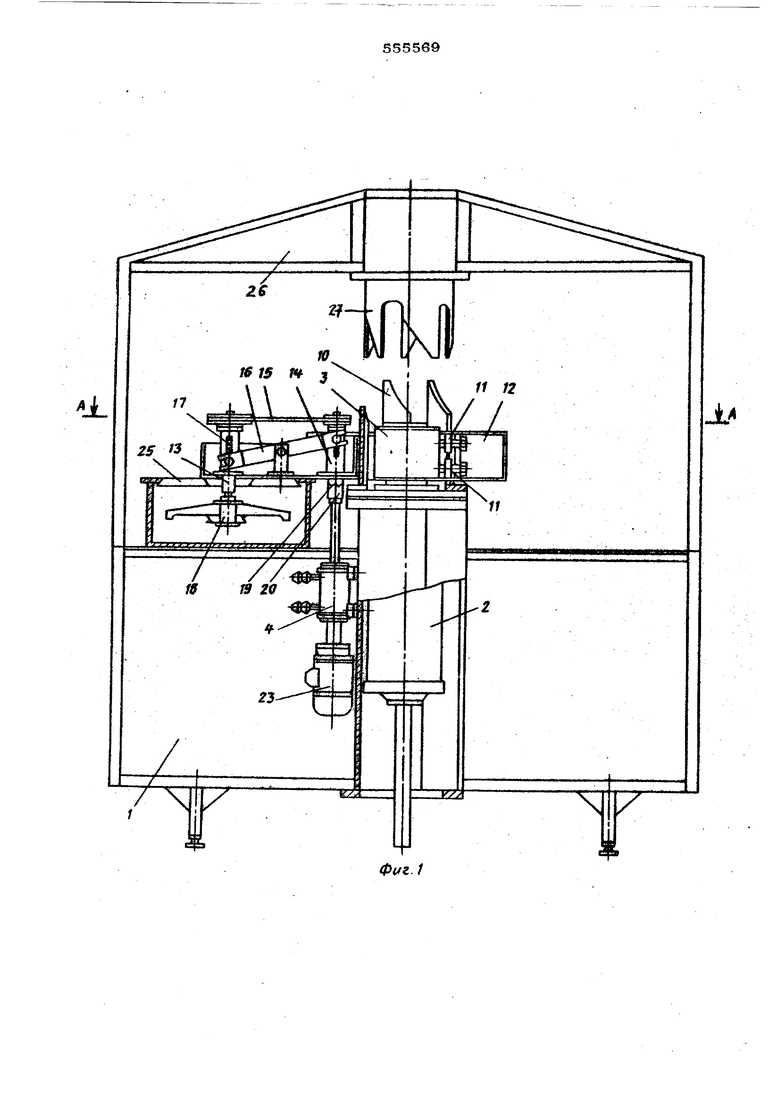
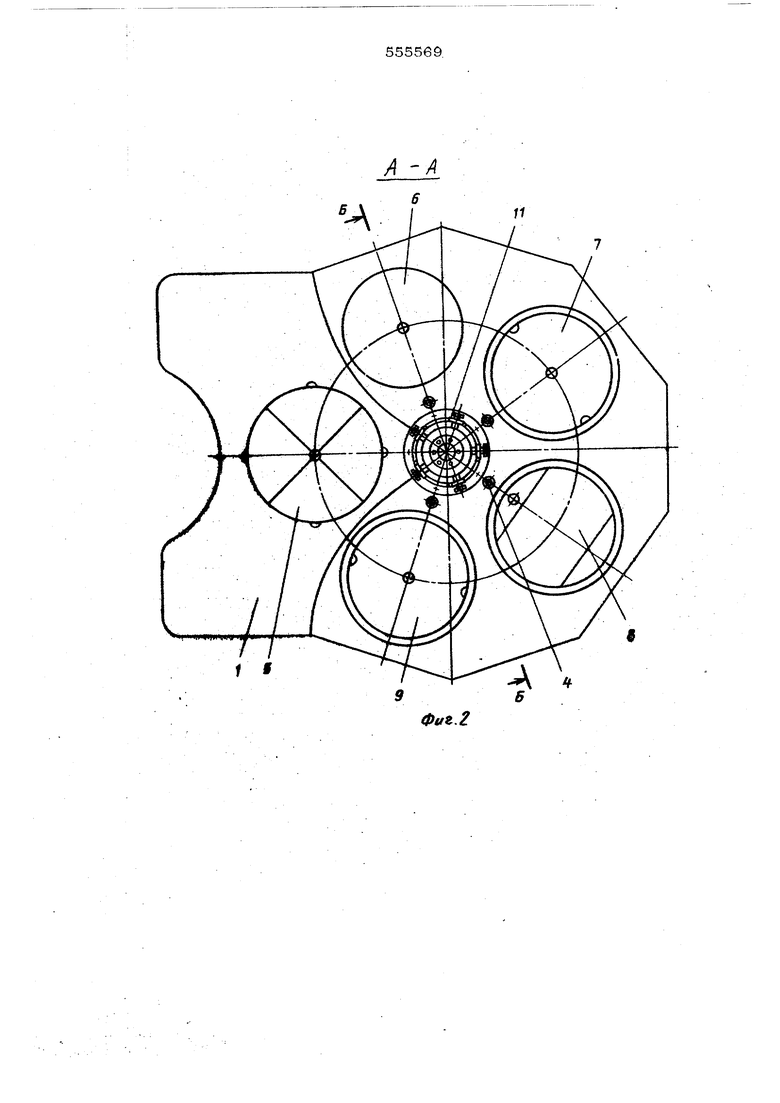
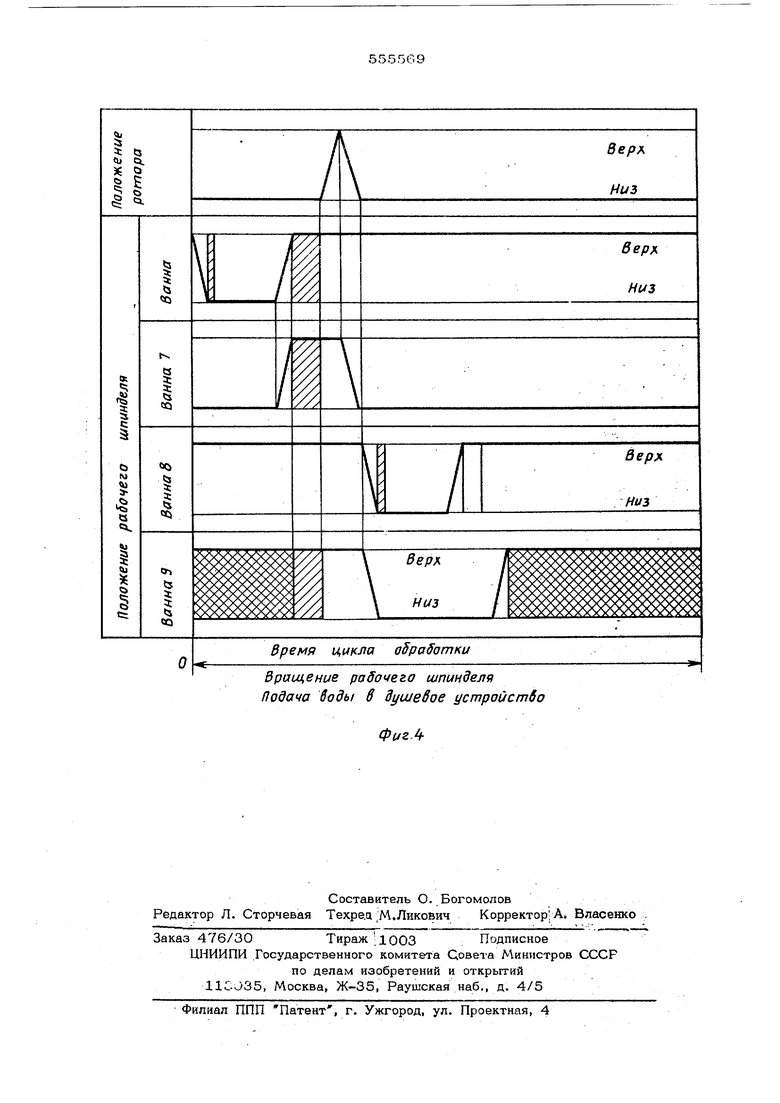
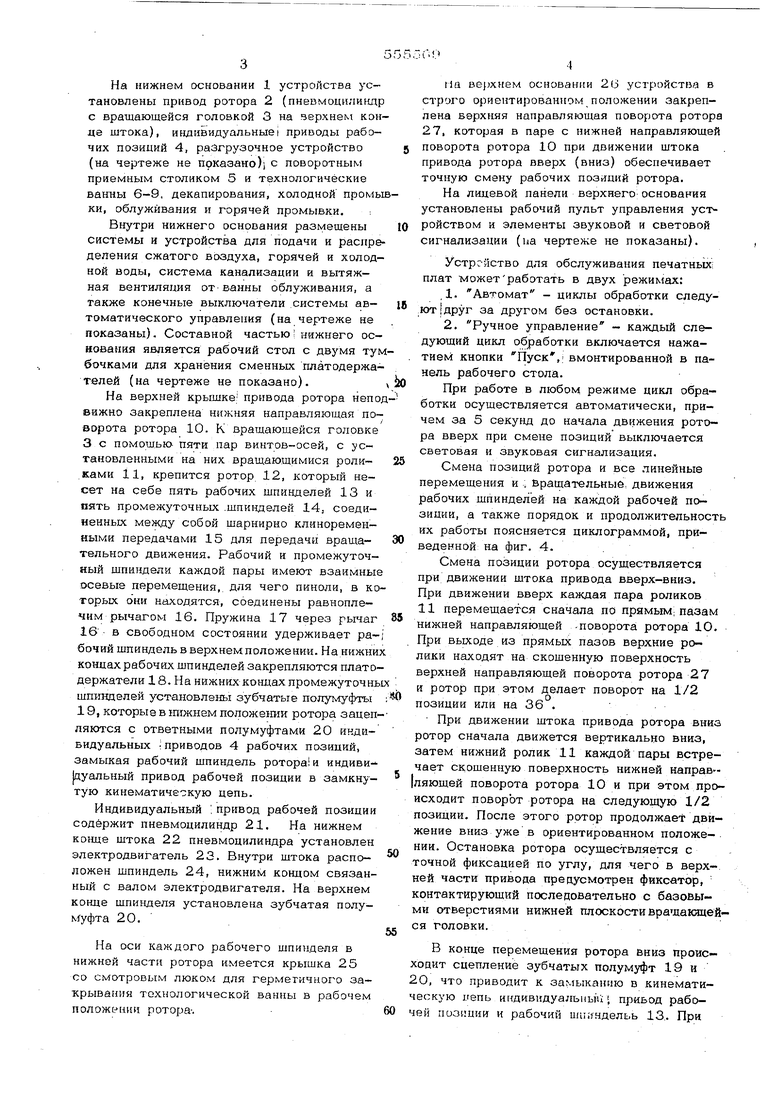
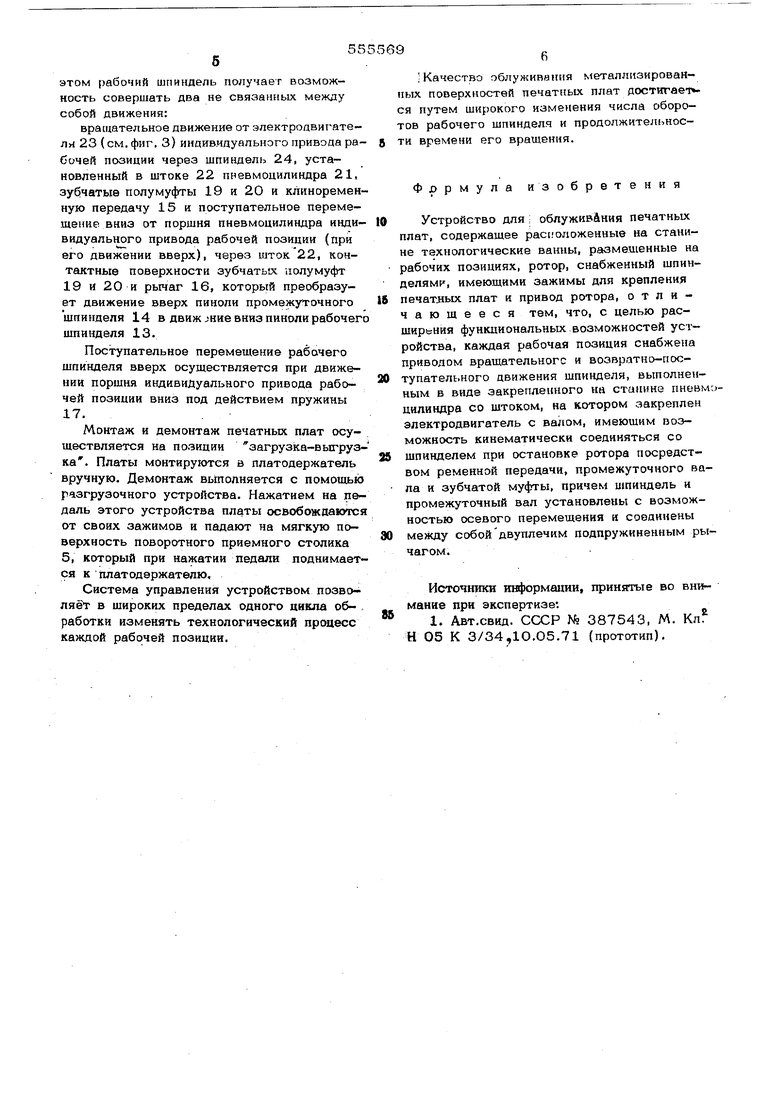
(54) УСТРОЙСТВО ДЛЯ ЮБЛУЖИВАНИЯ ПЕЧАТНЫХ ПЛАТ На нижнем основании 1 устройства установлены привод ротора 2 (пневмоцилиндр с вращающейся головкой 3 на верхнем коиде щтока), индивидуальные приводы рабочих позиций 4, разгрузочное устройство (на чертеже не показано); с поворотным приемным столиком 5 и технологические ванны 6-9, декапирования, холодной промы ки, облужйвания и горячей промывки. ; Внутри нижнего основания размешены системы и устройства для подачи и распре деления сжатого воздуха, горячей и холодной воды, система канализации и вытяжная вентиляция от-ванны облужйвания, а также конечные выключатели системы автоматического управления (на чертеже не показаны). Составной частью; нижнего основания является рабочий стол с двумя тум бочками для хранения сменных платодержателей (на чертеже не показано). На верхней крышке привода ротора непо вйжно закреплена нижняя направляющая поворота ротора 10. К вращающейся головке 3 с помош.ью- пяти пар винтов-осей, с установленными на них вращающимися роликами 11, крепится ротор 12, который несет на себе пять рабочих шпинделей 13 и пять промежуточных .шпинделей 14. соединенных между собой шарнирно клиноремен- ными передачами 15 для передачи вращательного движения. Рабочий и промежуточный шпиндели каждой пары имеют взаимные осевые перемещения,, для чего пиноли, в ко торых они находятся, соединены равноплечим рычагом 16. Пружина 17 через рычаг 16 в свободном состоянии удерживает рабочий шпиндель в верхнем положении. На нижни концах рабочих шпинделей закрепляются платодержатели 18. На нижних концах промежуточны шпинделей установлены зубчатые полумуфты 19, которые в штжнем положе1ши ротора зацепляются с ответными полумуфтами 20 индивидуальных -приводов 4 рабочих позиций, замыкая рабочий шпиндель ротора и индиви- дуальный привод рабочей позиции в замкнутую кинематическую цепь. Индивидуальный , привод рабочей позиции содержит пневмоцилиндр 21. На нижнем конце штока 22 пневмоцилиндра установлен электродвигатель 23. Внутри штока расположен шпиндель 24, нижним концом связанный с валом электродвигателя. На верхнем конце шпинделя установлена зубчатая полумуфта 20. На оси каждого рабочего шпинделя в нижней част ротора имеется крышка 25 со смотровым люком для герметичного закрыва 1ия технологической ванны в рабочем положении ротора-. rla верхнем основании 2(3 устройства в строго ориентированном положении закреплена верхняя направляющая поворота ротора 27, которая в паре с нижней направляющей поворота ротора 10 при движении штока привода ротора вверх (вниз) обеспечивает точную смену рабочих позиций ротора. На лицевой панели верхнего; основания установлены рабочий пульт управления устройством и элементы звуковой и световой сигнализации (иа чертеже не показаны). Устрс-йство для обслуживания печатных; плат можетработать в двух режимах: Д. Автомат - циклы обработки следу.ют|друг за другом без остановки. 2. Ручное управление - каждый следующий цикл обработки включается нажатием кнопки fiycK,: вмонтированной в панель рабочего стола. При работе в любом режиме цикл обработки осуществляется автоматически, причем за 5 секунд до начала движения ротора вверх при смене позиций выключается световая и звуковая сигнализация. Смена позиций ротора и все линейные перемещения и , Вращательные, движения рабочих шпинделей на каждой рабочей позиции, а также порядок и продолжительность их работы поясняется циклограммой, приведенной: на фиг. 4. Смена позиции ротора осуществляется при движении штока привода вверх-вниз. При движении вверх каждая пара роликов 11 перемещается сначала по прямым, пазам нижней направляющей -поворота ротора 10. При вьрсоде из прямых пазов верхние ролики находят на скошенную поверхность верхней направляющей поворота ротора 27 и ротор при этом делает поворот на 1/2 позиции или на 36 . - При движении штока привода ротора вниа ротор сначала движется вертикально вниз, затем нижний ролик 11 каждой пары встречает скощенную поверхность нижней направляющей поворота ротора 10 и при этом происходит поворот ротора на следующую 1/2 позиции. После этого ротор продолжает движение вниз уже в ориентированном положе-. НИИ. Остановка ротора осуществляется с точной фиксацией по углу, для чего в верхней части привода предусмотрен фиксатор, контактирующий последовательно с базовыми отверстиями нижней плоскости вращающейся головки. В конце перемещения ротора вниз происодит сцепление зубчатых полумуфт 19 и 0, что приводит к замыканию в кинематиескую лепь индивидуалы1ы 1; привод рабоей поогШии и рабочий шигшдельь 13.. При этом рабочий шпиндель получает возможность совершать два не связанных между собой движения: вращательное движение от электродвигате ля 23 (см. фиг. 3) индивидуального привода ра бочей позиции через шпиндель 24, установленный в штоке 22 пневмоцилиндра 21, зубчатые полумуфты 19 и 20 и клиноремен ную передачу 15 и поступательное перемещение вниз от поршня пневмоцилиндра индивидуального привода рабочей позиции (при его движении вверх), через шток 22, контактные поверхности зубчатььч цолумуфт 19 и 20 и рычаг 16, который преобразует движение вверх пиноли промежуточного шпинделя 14 в двнжJHиe вниз пиноли рабочег шпинделя 13. Поступательное перемещение рабочего шпинделя вверх осуществляется при движении поршня индивидуального привода рабочей позиции вниз под действием пружины 17.. Монтаж и демонтаж печатных плат осуществляется на позиции загрузка-выгруз ка . Платы монтируются в платодержатель вручную. Демонтаж выполняется с помощью разгрузочного устройства. Нажатием на педаль этого устройства платы освобождаютс от своих зажимов и падают на мягкую поверхность поворотного приемного столика 5, который при нажатии педали поднимает ся к платодержателю. Система управления устройством позволяет в широких пределах одного цикла обработки изменять технологический процесс каждой рабочей позиции. Качество облуживапия металлизированых поверхностей печатных плат достигает я путем широкого изменения числа обороов рабочего шпинделя и продолжитеж носи времени его вращения Формула из обретения Устройство для ; облужив&ния печатных плат, содержащее рас оложенные на станине технологические ванны, размешенные на рабочих позициях, ротор, снабженный шпинделями, имеющими зажимы для крепления печатдых плат и привод ротора, отличающееся тем, что, с целью расширения функциональных возможностей устройства, каждая рабочая позиция снабжена приводом вращательного и возвратно-поступательного движения шпинделя, выполненным в виде закрепленного на станине пновм; цилиндра со штоком, на котором закреплен электродвигатель с валом, имеющим возможность кинематически соединяться со шпинделем при остановке ротора посредством ременной передачи, промежуточного вала и зубчатой муфты, причем шпиндель и промежуточный вал установлены с возможностью осевого перемещения и соединены между собойдвуплечим подпружиненным рычагом. Источники информации, принятые во внимание при экспертизе: 1. Авт.свид. СССР Мз 387543, М. Кл Н 05 К 3/34,10.05.71 (прототип). 1
А -А
Фиг. 2 i
Вращение рабочего шпинделя Подача боды в душевое устройстбо
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Устройство для завинчивания крепежных деталей | 1981 |
|
SU1134357A1 |
| Механизм автоматического поддержания глубины сверления (зенкования) сверлильных станков | 1974 |
|
SU496102A1 |
| Станок для доводки плоских поверхностей деталей | 1976 |
|
SU648389A1 |
| Устройство для автоматической смены инструментов на металлорежущем станке | 1978 |
|
SU1036238A3 |
| Рабочий ротор | 1990 |
|
SU1756115A2 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| Сверлильная головка | 1977 |
|
SU733873A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |