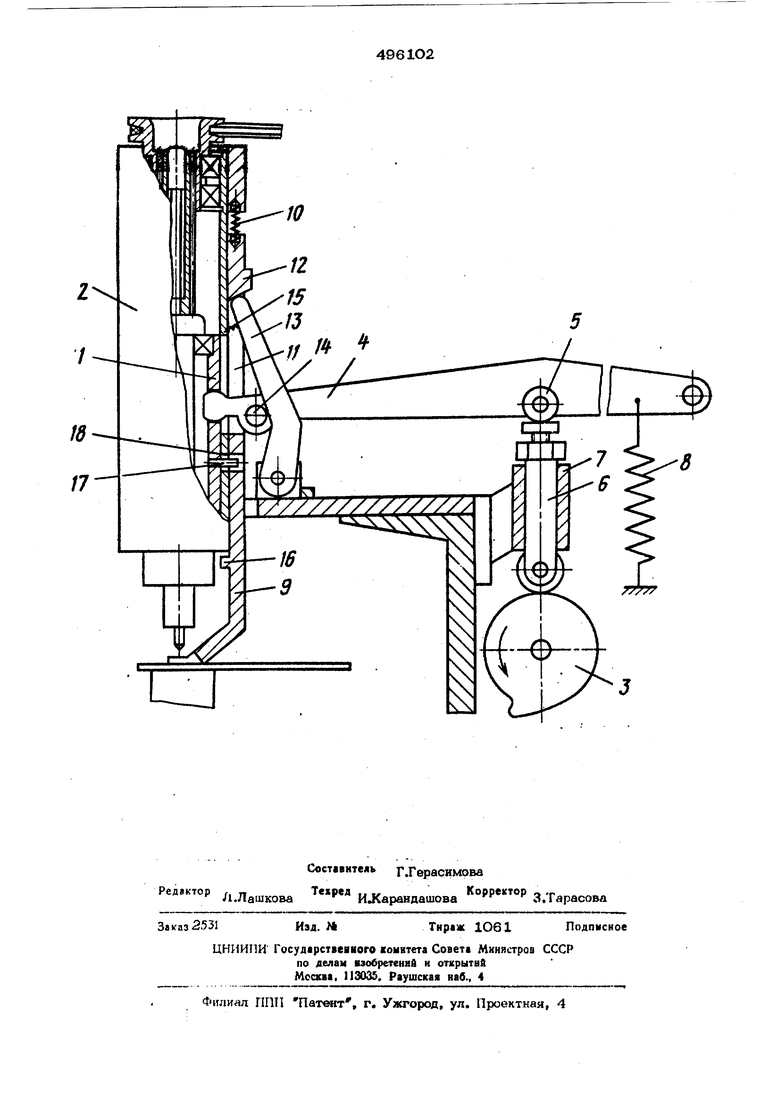
по технологическому процессу параметры и повысить надежность. чертеже изображено предлагаемое уЬтройство, обший вид. I Пиноль 1, несущая шпиндель, поступаteJBbHO перемещается во втулке 2 от кулачка 3 через рычаг 4, на ролик 5 котс го воздействует толкатель 6, перемещаю- возвратно-поступательно во втулке 1 CилoвJaв замьпсание цепи подач осущес-пвляется пружиной 8, под постоянным воз действием которой находится рычаг 4. Упор 9, служащий для прижима платы, может перемец;.аться вверх--вниз по направ« I ляющей и находится под давлением пружины 10, встроенной между торц| л упора и выступом корпуса станка. Упор 9 имеет паз 11, позволяющий сво бодно перемешаться вверх вниз концу ры- чага 4 привода пиноли 1. В верхней части паз заканчивается выступом 12, по рабочей псеерхности которого осуществляется контакт с концом упс эного рычага. 13. Упорный рычаг 13, служащий для пе редачи силового замыкания цепи подач на Kqpnyc станка без передачи его на обраба тываемое изделие в конце рабочего хода, одним концсж шарнирно закрепляется на корпусе станка, а другим контактирует с рабочей поверхностью выступа 12 упора 9 Привод рычага 13 осуществляется от пальца 14 рычага 4 и пружины 15. Усили прижима платы регулируется изменением усилия пружины Ю. Механизм работает следующим образом При включении цикла подачи начинается вращение кулачка 3 и опускание пиноли 1 рычагом 4, который может свободно перемешаться в пазе 11 упора 9. Закон движения пиноли 1 определяется профилем кулачка 3, Однсжраменно с началом опускания пиноли 1 упорный рычаг 13 под действием пружины 15 поворачивается влево, постоянно поджкмая рычаг 13 к пальцу 14 рычага 4 привода пиноли 1. Рычаг 13 поворачивается относительно иарнкра, которым он крепится к корпусу станка. Под давлением пружины 10 одновременно с поворотом рычага 13 начинает опускаться по направляющей упор 9. Ход упора 9 зависит от толщины платы в месте обработки. При достижении упором 9 поверхности платы 1р(эбуёмрв по технологическому процессу усилие првжима обеспечивается пружиной 1О. В MCTvieHT достижения требуемого по технологическому процессу усилия прижима платы упорный рычаг 13 входит в контакт с рабочей поверхностью выступа 12 упора 9 и останавливается. Профиль н угол наклона рабочей поверхности выступа 12 упора 9, контактирующей с упсфным рычагсм 13, а также положение упорного рычага 13 относительно упора 9 выбираются такими, чтобы обеспечить надежную работу устройства. Усилие пружины 15 должно быть меньше усилия пружины 1О. При ЭТСМ ПИНОЛЬ продолжает опускаться, а палец 14 выходит из контакта с остан жившимся упорным рычагом 13. В конце цикла рабочей подачи: пиноль нижней поверхностью упрется в выступ 16 упора 9 и подача, прекратится, причем усилие подачи будет передаваться через упор 9 и рычаг 13 на корпус сташса без передачи на обрабатываемое изделие. При обратном ходе упор 9 поднимается. выступом 17 пиноли, который входит в 1жно 18 упора, а рычаг 13 поворачивается вправо под действием пальца 14, преодолевая сопротивление пружины 15 и выходит из контакта с рабочей поверхностью выступа 12 уио ра 9. Формула .изобретения Механизм автоматического поддержания заданной глубины сверления (зенкования) сверлильных станков, например, для обработки печатных плат, установленный на корпусе станка, пиноль которого соединена с кулачково-рычажным механизмом привода и включает упор, прижимающий изделие в зоне- резания, , отличающийся тем, что, с целью упрощения конструкции и повышения надежости, механизм снабжен шарнирно устансжлен ным на ксфпусе станка -.рычагом, взаимо действующим с приводом пиноли и упором.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТЕНТНО-..'',;•" ШБИБЛИОТЕКА | 1971 |
|
SU295615A1 |
| Вальцовочная головка | 1978 |
|
SU740352A1 |
| ВСЕСОЮЗНАЯ InaTEHTHO-T[Xnl!HEC!'4F;БИБЛИОТЕ'^А i | 1972 |
|
SU332417A1 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| Устройство для изготовления и расклепки штырей в платах | 1990 |
|
SU1719145A1 |
| Лентопротяжный механизм для непрерывного транспортирования фотоматериалов | 1976 |
|
SU564620A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Одношпиндельный автоматический станок для закатки кромок обечайки | 1973 |
|
SU507385A1 |
| Токарный патрон | 1981 |
|
SU1002101A1 |