частности качества полученного м|сталла ц производительности агретата в целом.
Частично недостатки, присундие механическому клапану, устранены в устройстве для подачи жидко1о металла в вакуумную камеру, в котором запорный элемент выполнен в виде фольги из легкоплавкого металла. Однако это устройство не может быть применено для закрытия металлопровода с движущимся металлом, так как фольга не выдерживает папора металла, его агрессивного и температурного воздействия.
Наиболее удовлетворительные результаты дает запирание металла в трубопроводе индукционным вентилем. Однако его одностороннее исполнение (порог внутри трубопровода и охватывающий его индуктор) и отсутствие элементов, предотвращающих прорыв газов в вакуумную среду, не позволяет производительно использовать это рещение для вышеуказанного агрегата.
Целью изобретения является создание агрегата для динамического вакуумирования в струе жидкого металла с иовышенпой производительностью и эффективностью проведения процесса.
Это достигается тем, что заиорный клапан выполнен в виде наклонной в сторону миксера секции металлопровода с вертикальным патрубком, ограниченной изнутри выступами и охваченной снаружи двумя кольцевыми индукторами электрически, связанными с датчиками поплавкового указателя уровня металла в печи, а металлопровод в миксере переходит в расширяющийся лоток, выпуклость которого иаправлена вверх.
Такое выполнение агрегата повышает его производительность и надежность благодаря установке на транспортном металлопроводе быстродействующего спаренного индукционного затвора-клапана. Надежное уплотнение обеспечивает вертикальный патрубок на затворе, в котором будет находиться жидкий металл, уровень последнего определяется величиной уклона металлопровода в сторону миксера. Эффективность динамического вакуумирования в миксере возрастает вследствие увеличения пути жидкого металла по лотку и интенсивного растекания металла по последнему. Это приводит как к увеличению площади металла, одновременно подвергающегося процессу дегазации, так и к утонению струи, что цозволяет более полно провакуумировать весь объем металла.
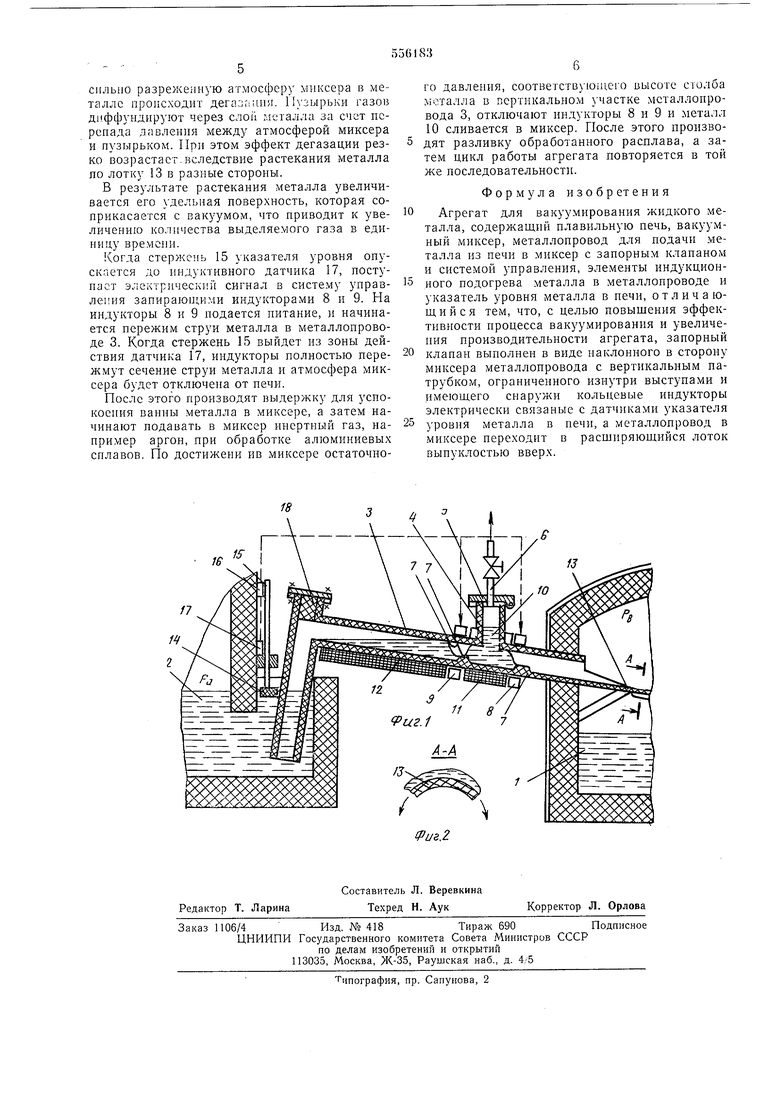
На фиг. 1 показан агрегат в разрезе; на фпг. 2 - разрез по А-А на фиг. 1.
Агрегат состоит из вакуумного миксера 1 и плавильной печи 2, связанных между собой Г-образным металлопроводом 3. (Наклонная в сторону миксера секция металлопровода имеет вертикальный патрубок 4 с шарнириой крышкой 5, на которой выполнен штуцер 6 для выпуска излишка газа при срабатывании индукционного затвора. Внутри металлопровода с обеих сторон патрубка 4 выполнены пороги 7, зона которых охвачена снаружи кольцевыми иидуктора.мп 8 и 9, удерживающими жидкий металл 10 в металлопроводе 3 и патрубке 4. Такое выполнение индукционного 5 затвора-клапана обеспечивает надел ное уплотнение металлопровода при остаточном дат,лении внутри миксера 1 -10 мм рт. ст.
Для подогрева жидкого металла 10 и предотвращения его замерзания металлопровод 3 10 охвачен индукционной катушкой 11 в зоне патрубка 4 и катущкой 12 выще патрубка.
Для улучшения условий дегазации металла в миксере металлопровод 3 заканчивается расширяющимся лотком 13, вынуклость кото15 рого направлена вверх. Это обеспечивает растекание струи металла, выходящего из металлопровода 3, по плоскости лотка 13 в разные стороны, что резко увеличивает площадь обрабатываемого в единицу времени металла, 0 а следовательно, повышает эффективность вакуумирования. Нри этом кроме увеличения поверхпости струи металла будет происходить ее утонение, а это, в свою очередь, позволпт более полно вакуумировать весь проходящий 5 объем металла.
В кармане печи 2 установлен поплавковый указатель уровня 14, стержепь 15 которого взаимодействует с иидуктивными датчиками 16 и 17. Эти датчики электрически связаиы с 0 системой управления запирающими индукторами 8 и 9.
Для очистки вертикального участка металлопровода 3 от щлаковых и других отложений установлен съемный люк 18. 5 Агрегат работает следующим образом.
Перед окончанием плавки металла в печи 2 включают индуктор 8, а также катушки 11 и 12 на металлопроводе 3. После этого открывают щарнирную крышку бив патрубок 4 заливают жидкий металл 10, в котором под воздействием магнитного поля индуктора 8 возникают вихревые токи. Жидкий металл 10 Задерживается от растекания у нижнего порога 7 за счет электромагнитпых сил, возникающих 5 при взаимодействии вихревых токов с магнитным полем индуктора 8. По достижении в патрубке 4 определенного заданного уровня металла, определяемого наклоном горизонтальной части металлопровода в сторону миксера, 0 включают индуктор 9, и металл под воздействием электромагнитных сил образует своеобразный затвор-пробку в металлопроводе. Затем включают систему создания вакуума в миксере и по достижении в последнем остаточного давления 1 -10 мм. рт. ст. агрегат готов к работе.
После этого в цепь управления индукторами включают датчики уровня металла в печи 16 и 17, а индукторы 8 и 9 обесточивают. Жидкий металл 10 из полости запирающего клапана стекает в миксер и открывает металлопровод 3.
Жидкий металл из печи 2 устремляется по
металлопроподу 3 под воздействием перепада
давления в миксер. Благодаря попаданию в
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вакуумирования жидкого металла | 1978 |
|
SU734295A1 |
| Способ для обработки металлического расплава и устройство для его осуществления | 1974 |
|
SU565065A1 |
| Устройство для вакуумной дегазацииРАСплАВлЕННыХ МЕТАллОВ | 1979 |
|
SU846592A1 |
| Установка для наплавки инструмента в вакууме | 1980 |
|
SU980953A1 |
| Установка для вакуумирования жидкого металла в потоке | 1983 |
|
SU1108111A1 |
| ИНДУКЦИОННАЯ ВАКУУМНАЯ ПЕЧЬ | 2011 |
|
RU2468323C1 |
| Устройство для дегазации и дозирования жидкого металла | 1976 |
|
SU569383A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Установка для вакуумирования жидкого металла в потоке | 1983 |
|
SU1093712A1 |
| ПЛАЗМЕННАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ РАДИОАКТИВНЫХ ОТХОДОВ | 1990 |
|
SU1788831A1 |
