(54) УСТРОЙСТВО ДЛЯ ПРАВКИ ЦИЛИНДРИЧЕСКИХ
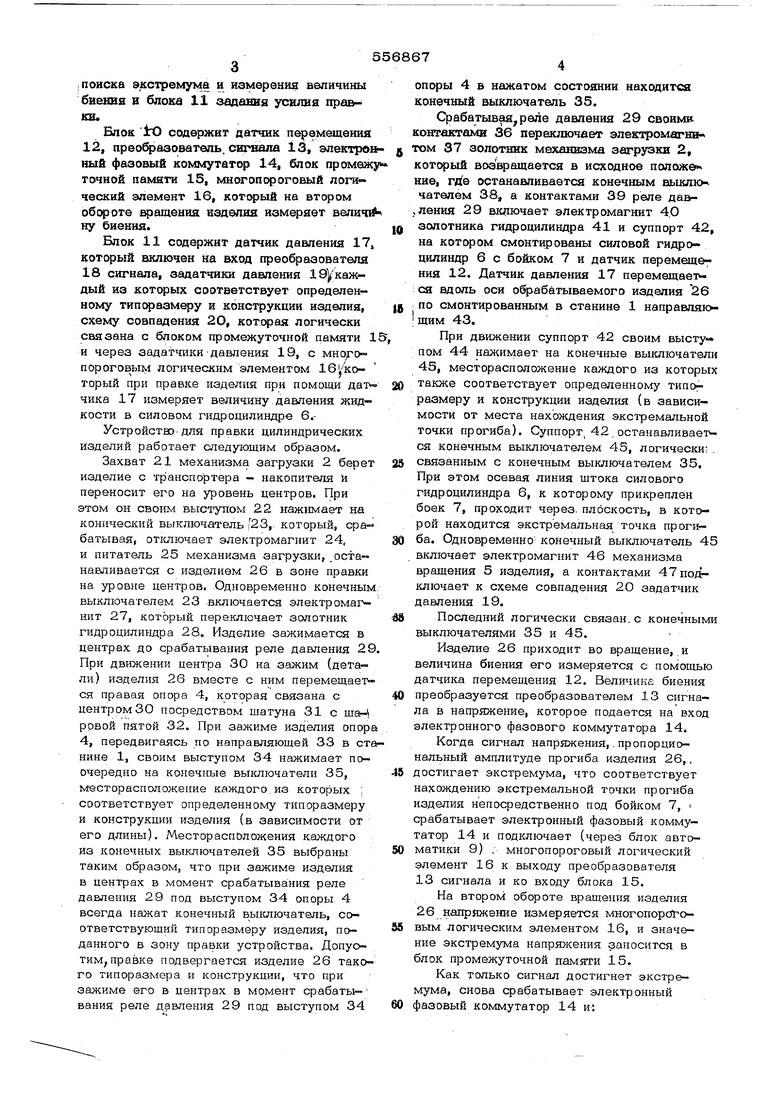
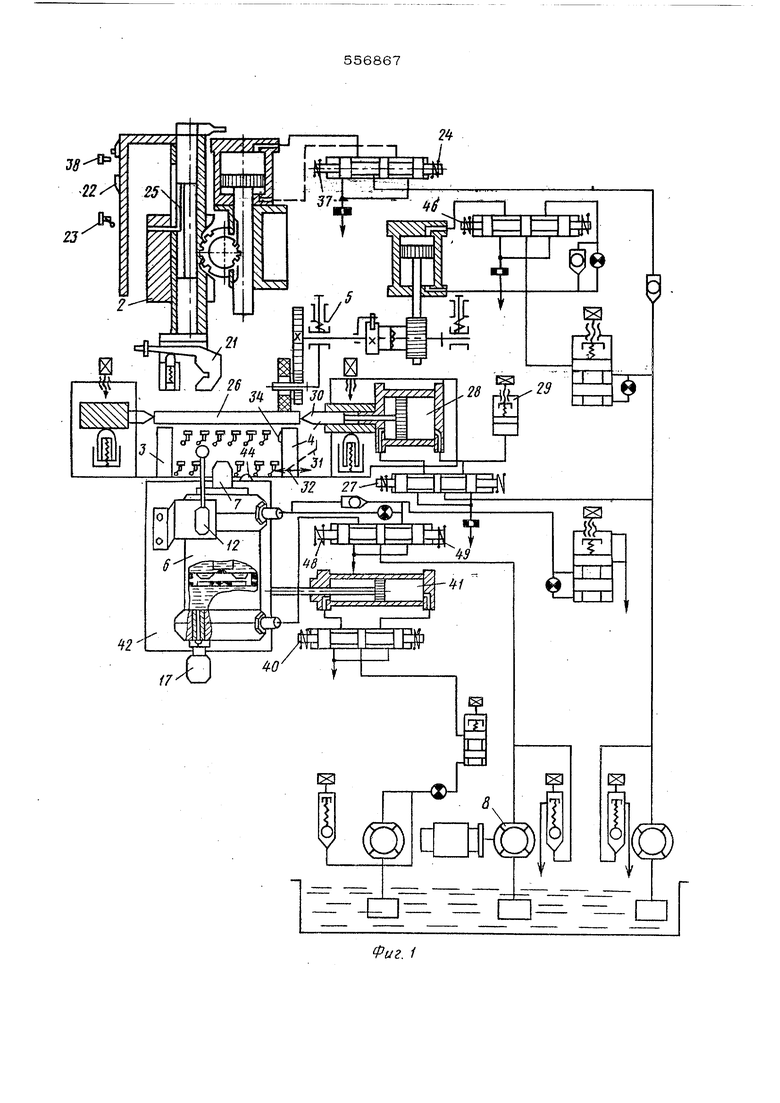
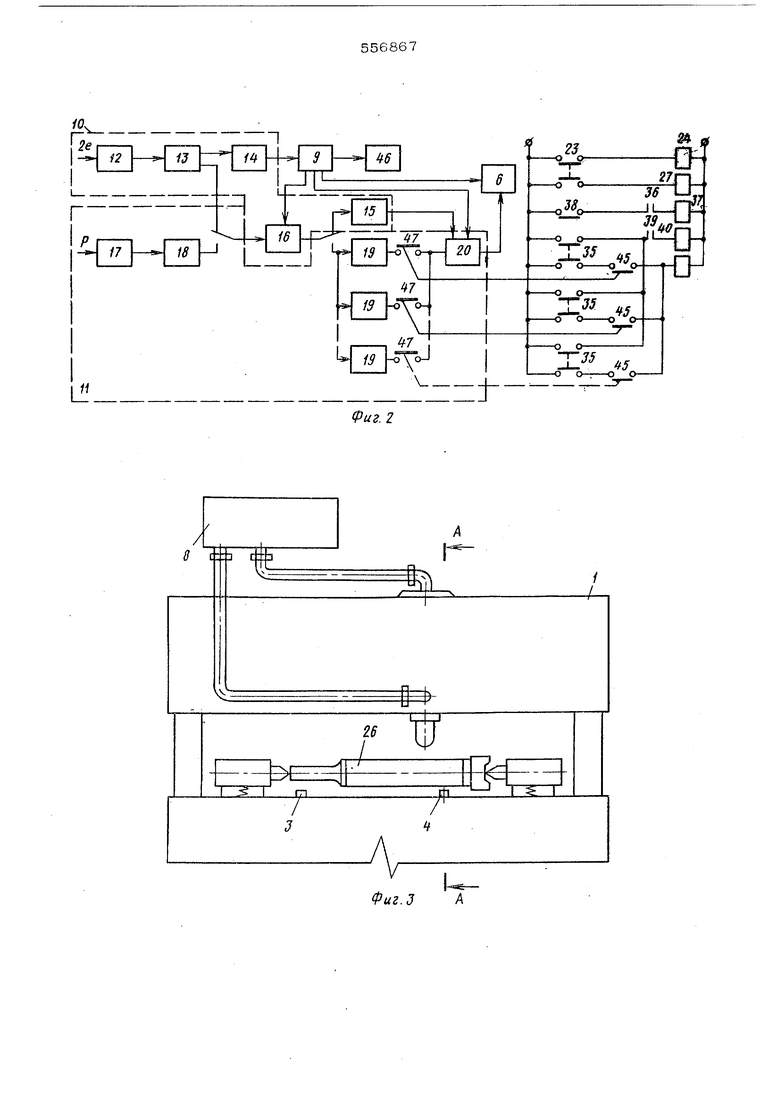
ИЗДЕЛИЙ I поиска экстремума и измерения величины бвенвя в блока 11 заданна усшшя пра Блок irO содержит датчик перамешения 12, преобразователь, сигвала 13, электро ный фазовый коммутатор 14, блок промеж точной памяти 15, многопороговый логический элемент 16, который на втором обфоте вращения изделия измеряет велич ну биения. Блок 11 содержит датчик давления 17 который включен йа вход преобразователя 18 сигнала, задатчики давления 19укаждый из которых соответствует определенному типоразмеру и конструкции изделия, схему совпадения 20, которая логически связана с блоком промежуточной памяти 1 и через задатчики-давления 19, с мн гопороговым логическим элементом 1букоторый при правке изделия при помощи дат чика 17 измеряет величину. давления жид кости в силовом гидроцилиндре 6.Устройстю для правки цилиндрических изделий работает следующим образом. Захват 21 механизма загрузки 2 берет изделие с транспортера - накопителя и переносит его на уровень центров. При этом он своим выступом 22 нажимает на конический выключатель 23,- который, срабатывая, от1слючает электромагнит 24, и питатель 25 механизма загрузки, .останавливается с изделием 26 в зоне правки на уровне центров. Одновременно конечным выключателем 23 включается электромагнит 27, который переключает золотник гидроцилиндра 28. Изделие зажимается в центрах до срабатывания реле давления 29 При движении центра 30 на зажим (детали) изделия 26 вместе с ним перемещает ся правая опора 4, которая связана с центром30 посредством шатуна 31 с шМ ррБОй пятой 32, При зажиме изделия опор 4, передвигаясь по направляющей 33 в ст нине 1, своим выступом 34 нажимает поочередно на конечные вы1шючатели 35, месторасположение каждого, из которых : соответствует определенному типоразмеру и конструкции изделия (в зависимости от его длины). Месторасположения каждого из конечных выключателей 35 выбраны таким образом, что при зажиме изделия в центрах в момент срабатывания реле давления 29 под выступом 34 опоры 4 всегда нажат конечный выютючатель, соответствующий типоразмеру изделия, поданного в зону правки устройства. Допустим правке подвергается изделие 26 тако го типоразмера и конструкции, что при зажиме его в центрах в момент срабаты™ вания реле давлепия 29 под выступом 34 поры 4 в нажатом состоянии находится оночный выключатель 35. Срабатывая реле давления 29 своими онтактами 36 переключает электромагн№ом 37 золотник механизма загрузки 2, отфый возвращается в исходное положе« ие, rtie останавливается конечным чателем 38, а контактами 39 реле да&Ления 29 включает электромагнит 4.0 золотника гидроцилиндра 41 и суппорт 42, на котором смонтированы силовой гидроцилиндр 6 с бойком 7 и датчик перемещения 12. Датчик давления 17 перемещает ся вдоль оси обрабатываемого изделия 26 по смонтированным в станине 1 направляющим 43. При движении суппорт 42 своим выступом 44 нажимает на конечные выключатели 45, месторасположение каждого из которых также соответствует определенному типог размеру и конструкции изделия {в зависимости от места нахождения экстремальной точки прогиба). Суппорт, 42 останавливаерся конечным выключателем 45, логически; . связанным с конечным выключателем 35. При этом осевая линия щтока силового гидроцилиндра 6, к которому прикреплен боек 7, проходит через, плоскость, в которой находится экстремальная точка прог№ба. Одновременно конечный выключатель 45 включает электромагнит 46 механизма вращения 5 изделия, а контактами 47 подключает к схеме совпадения 20 задатчик давления 19. Последний логически связан.с конечными выключателями 35 и 45. Изделие 26 приходит во вращение, и величина биения его измеряется с помощью датчика перемещения 12. Величине биения преобразуется преобразователем 13 сигнала в напряжение, которое подается на вход электронного фазового коммутатора 14. Когда сигнал напряжения, .пропорциональный амплитуде прогиба изделия 26,. достигает экстремума, что соответствует нахождению экстремальной точки прогиба изделия непосредственно под бойком 7, i срабатывает электронный фазовый коммутатор 14 и подключает (через блок автоматики 9) ; многопороговый логический элемент 16 к выходу преобразователя 13 сигнала и ко входу блока 15. На BTopOKi обороте вращепия изделия 26 напряжение измеряется многопороговым логическим элементом 16, и значение экстремума напр5окения заносится в блок промежуточной памяти 15. Как только сигнал достигнет экстремума, снова срабатывает электронный фазовый коммутатор 14 и: а)через блок автоматики 9 отключает электромагнит 46 механизма вращения 5 изделия, в результате чего изделие 26 фиксируется экстремальной точкой прогиба в необходимом для правки положении непосредственно под бойком 7 силового гидроцилиндра 6; б)приводит 6 исходное (нулевое) состояние многопороговый логический эле мент 16 и переключает его вход к преобразователю 18, а выход - на вход задатчика давления 19; в)подключает блок промежуточной памя ти 15 на вход схемы совпадения 20; г)включает электромагнит 48 золот ника силового цилиндра правки 6, который давит на изделие 26, устраняя его изгиб . (биение). Величина давления жидкости в полости |Силовог0 гидроцилиндра 6 измеряется датч IKOM давления 17 и преобразуется преобра- |зователем 18 в напряжение, которое подается на вход многопорогового логическог элемента 16. Как только напршкение на входе элемента 16 достигнет порога срабатывания каскада, логически связанного че- рез задатчик давления 19 и схему совпадения 20 cvTBM каскадом блока промежу1ТОЧНОЙ памяти 15, который сработал от многопорогового логического элемента 16 (при включении его для измерения величин биения) при максимальном.,сигнале напря|жения.соответствующего экстремальной точк прогиба изделия, из схемы совпадения 2 О нос лает сиг нал на электромагнит 4 9, и золотник I гидроцилиндр а 6 переключается. Боек 7 |поднимается, изделие 26 снова приходит во вращение, и весь цикл проверки допуо;тимой величины биения изделия, а при не|обходимости, и повторного исправления |его повторяется. : Если на устройство попало изделие ;с допустимой кривизной или изделие в ре зультате правки исправлено, то многопоро- 1ГОВЫЙ логический элемепг 16, порог сра батывания первого каскада у которого равен напряжению,,соответствуюшему допустимой величине прогиба, выдает сигнал в блок автоматики 9, Последний обеспечи ает съем изделия и направление на последуюЕще операции, приведение всех блоков в исходное состояние и захват следующего ;1зделия. Размещение силового гидроцилиндра с датчиком давления и датчиком контроля качества правки на механизме перемещения, выполненном в виде суппорта, установленного в смонтированных в станине н&правляющих, и снабжение блока задания усилия несколькими задатчиками давления дает возможность производить на устройстве правку изделий различных типоразмеров и конструкций. Фор.мул а изобретения Устройство для правки цилиндрических изделий, содержащее расположенные на станине опоры для установки изделий, механнзм для вращения изделий, механизм для правки, выполненный в виде бойка, приводимого в движение от силового гидроцилиндра, в полости которого размещен датчик давления, ограничивающий действие бойкапо достижении требуемого усилия, а та1сже датчик контроля качества правки, от.личающееся тем, что, с целью расширения технологических возможностей, оно снабжено суппортом, установленным на станине с возможностью перемещения параллельно оси изделия, а силовой гидро цилиндр с бойком И датчики давления и конт роля размещены на суппорте, при этом механизм для правки снабжен задатчиком давления. Источники информации, принятые во внимание при экспертлзе: 1. АБТ, свпд. № 44287О по классу В 21 D 3/10.
Фиг. i
г
п
2е Lizz: -
Фиг. 2 .гтгт. Г1-С HlP 33 4та

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления гидроагрегатом правки цилиндрических заготовок | 1981 |
|
SU1009555A1 |
| Система управления правильнымАгРЕгАТОМ | 1978 |
|
SU804070A2 |
| Система управления правильным агрегатом | 1974 |
|
SU550195A1 |
| Система управления правильным агрегатом | 1977 |
|
SU733775A1 |
| Система управления агрегатом правки цилиндрических изделий | 1981 |
|
SU1074621A1 |
| Устройство для правки цилиндрических изделий | 1973 |
|
SU442870A1 |
| Устройство для правки цилиндрических изделий | 1976 |
|
SU880552A1 |
| Система управления процессом правки цилиндрических изделий | 1977 |
|
SU660024A1 |
| Устройство для правки цилиндри-чЕСКиХ издЕлий | 1978 |
|
SU795618A1 |
| Устройство для правки цилиндрических изделий | 1974 |
|
SU489555A1 |

J
7
Фиг.д A
4
ФигЛ
«J
