(54) ШТАМП ДЛЯ ОДНОПЕРЕХОДНОЙ ШТАМПОВКИ ПОКОВОК С УДЛИНЕННОЙ ОСЬЮ
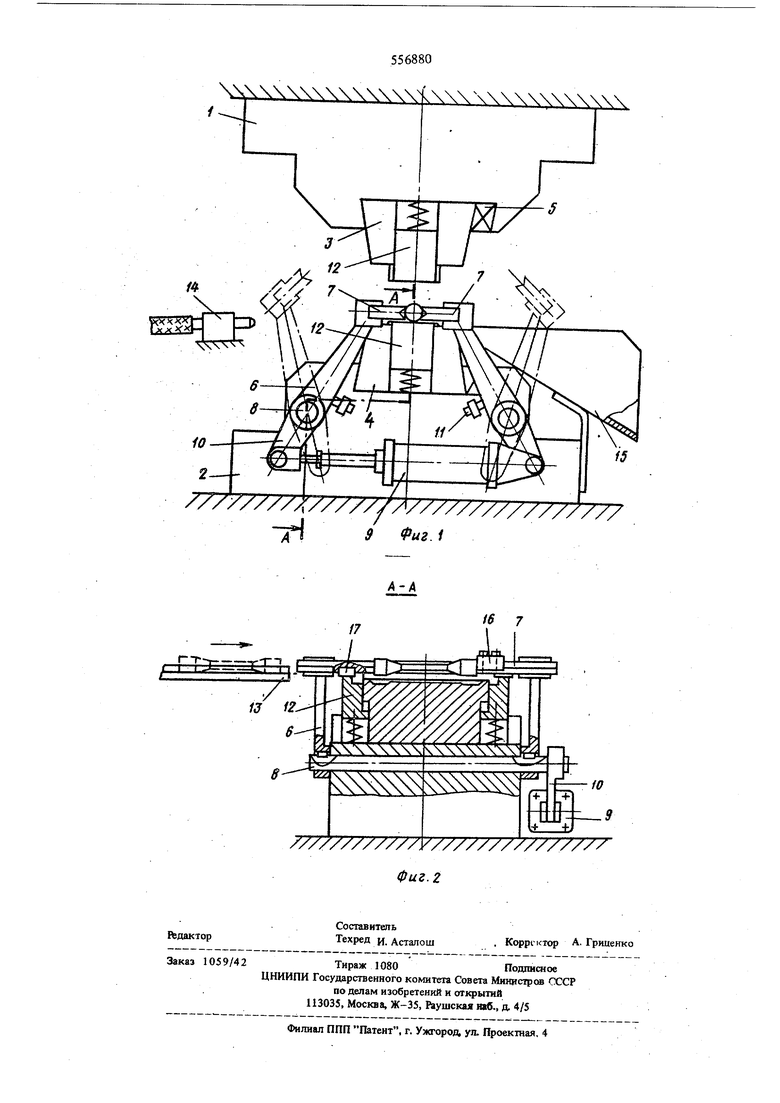
На фиг. 1 изображен дггаж;,, обищй вид; ш фмг, 2 то же, что разрез по А-А кафнг, 1,
Й1гам11 содерж5п: Берхл ою 1 и нижнюю, плшы сооветственно с верхней 3 и 4 ручьеъымк 1зставками, ук:рег1ле1шым11 с помоодью, наприлкр, клпньзн S. В Ю5жнгй плите 2 штампа на двух парах рычагов 6., расположенных по обе сюрошл плиты, з/крег.лены оркектируюшле планки 7. Рьг-гаги 6 расиоложеза на E2j;ax 8 и могут поворашваться под дейсгз ;ем какого-либо привода, налример с помощью ппевмо -ши гидровдлиндра 9 через дополн1 тслы1ЫЕ рыча-ги 10.
Перемещение рычагов б с плашсам 7 огран;.гптвается регулируемыми упорами 11 (на чертеже iioры показаны только с одеюй стороньз рычагов).
В ручьевых вставках 3 и 4 с обеих стор015 размещены подпрудашенные ползушю 12 для выталкива1ля поковок из ручья. Торцы вьшолнены со встречными вырезали, которые при срлыкании штампов образуют облонную канавку.
К штампу монтируется лоток 13 подаШ зпготсвок, устройство для удале1Л1я вытолкнутых заг-отовек из штампа, например сопло 14 . сжатым зозщх.ом и склиз. В планках 7 имеется регулируемь Й упор 16 ддя настройк} положения заготовки по оси ручья, а также наш1мные проаавки 17, взаимодействующие с торцами ползуатек 12, размещеи тых в ручьевых вставках гшжрей плиты.
-Штамп работает следущим образом. В исходном положешо) рычаги 6 находятся в сйедешшм до упоров 11 состоянии, при этом расстояш е между ориентирующими платпсами 7 устанавл1шается по дааметру заготовки. Ползушки 12 в верхней половине штампа находятся в в ьщвинутом, пол оженил, как показано на фиг. 1, а в нижней половине 2 штампа - поджаты приводныг ди рычагами 6 через планки 7 и проставки 17 вниз так, чтобы не мешали загрузке заготовок. Планки 7 в исходном состоянии устанавливаются над плоскостью 1шжней ручьевой вставки4 с небольшим (1-3 мм) зазором, чтобы заготовка при прохождении в планках не задевала за вставку. Нагретая заготовка подается каким-либо транспортным устройством на лоток 13 и вводится между с иентирующими nmiiKa1МИ 7 до joiopa 16 досылателем (на чертеже не показан; это может быть любой механизм подачи, шпример пневмо- ; или гидроцилишф). Затем подается команда на раскрытие планок и совершение рабочего хода ирессом или молотом (при этом имеется ввиду автоматическая вьщача ксяу|а1щ с
пульта улрдйясгшк иий от конечных выключателей ь соолвй-ст ; - ;-; о й;1кло1| аммой psiDoTbi всей штампоночнсй yciaiiOBKH)- 9 разводит рычаги 6 с ориг11тиру онг }я планка ш в стороны, занимая другое Kpyj:iv;i- лАОЛОжегаю (изображено штрих- , кушстирио ли,:ией), а заготовка ложится на вставку, .;л5с i ймеищяеск полости ручья,, либо- в .( фисшруюи че выемгси.
Дз,.;.;-;: со йрллЯйтсл работай ход ползуна. Ползул ки 12 верхней полозины штампа, встречаясь с ползуи каг-гй нлжией по/ювнны и сжатия пружины, у1аг яяба1агся запорЛ-КДО по илоскостн ручьевых
rcrSBOU л П I.
в г;1л:;Г,9ссе AedjoprvffipoBaiffiH заготовки облей в зпйкаст в o5jaL-(OHaEuyio гюлэущками 12 облойную канавку. По око1-ма1шн деформирования верхняя плита штй:1:: я. иеремоадаег вверх ползушки 12. Песте этого псч-совка может быть удалена струей сжатого зоз.дух.) из сопла 14 или с помощью j yroго стапкийающегс устройства на склиз 15, изкото,рого n; Ciy ::u;i з тару нлн на транспортер. Затем даетсл со йннда к смькашк ориентирующих планок 7 в кс;;одно5 JVOJIOXCSHKO, далее щосл щтамповICH НОВЮрййХС.Ч,
Ф о р м у л а изобретения
1.ШтсГШ дгш од юпереходной штамповки поковок с уданяопой осью, содержащий верхнюю и шгж -1Ю1о птп5ты с ручьевылет BCTaBKaiym, ориентирующие шйшси, размещенные на поворотных от дривода рычагах, жмметрично рашоложенных по обе сторошз штампа, упоры, ограничиваюидае перемещеьте рычагов, а также лоток для подачи заготовок и ск.ш-13 для их уддлещш. о т л и ч.-а ю щ и и с я leMs что. с пеляк) ковышения производительности за счет автомаПгзацик выталкивания поковки, он снабжен. по.Щ ружипенными ползушками со встречнылш 1ьгреаами ка торцах, образующими облойную канавку, размеще1шыми в пазах, выполненных на боковых воверхностях вставок, а также установленным на одной из ориенйрующих планок с возмошостью перемещения вдоль оси ручья регу.пируемым упором.
2.ШтагуШ по п. 1, отличающийся тем, что он снабжен нажимными проставками, установленными наориентирующих, планках с возможностью взаимодействия с TopmaivEi ползущек, размещенньгх в рзчьевых вставках нижней плиты. /// v 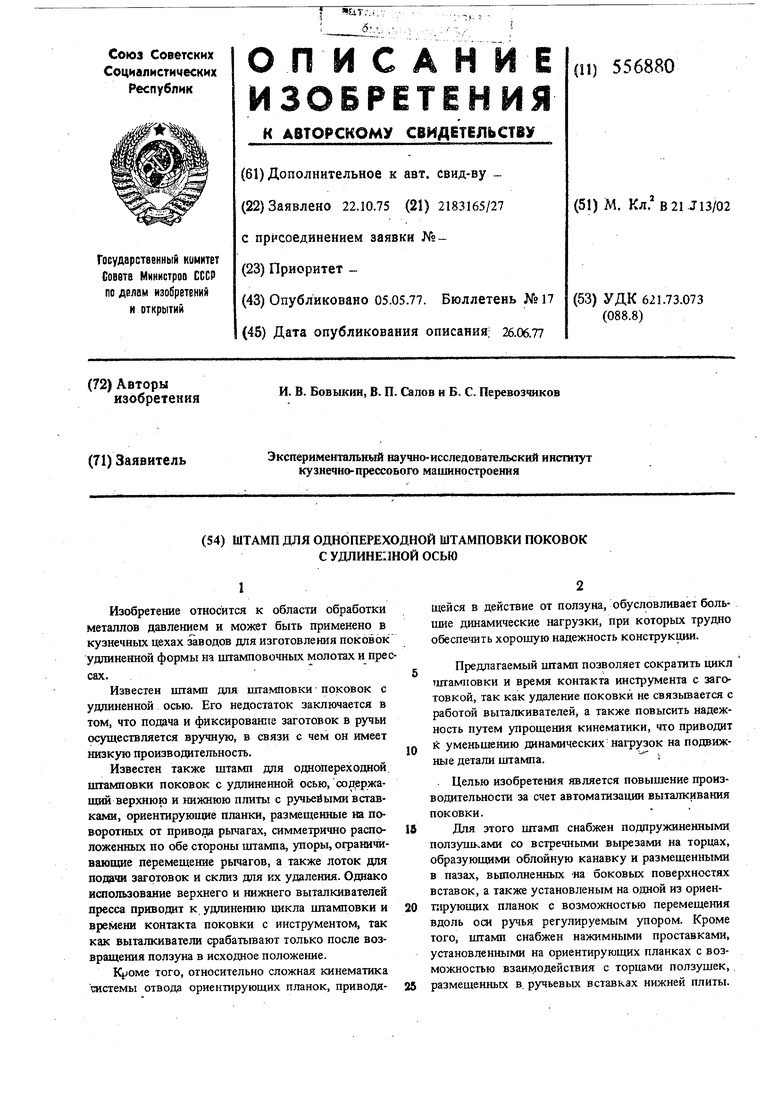
| название | год | авторы | номер документа |
|---|---|---|---|
| Шмамп для однопереходной штамповки поковок | 1974 |
|
SU536000A1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕНОСА ЗАГОТОВОК ПО РУЧЬЯМ ШТАМПА С ВЕРТИКАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2012 |
|
RU2496597C1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для однопереходной штамповки изделий удлиненной формы | 1973 |
|
SU519264A1 |