I
Изобретение относится к области разделки металлических прутков на мерные отрезки и предназначено для использовшшя при механизированной металлических прутков на мерные заготовки для последующих шта товки и ковки. Механизмрованная резка прутков применяется в заготовитепьных участках цехов при массовом производстве.
Известно устройство для загрузки металлических прутков, содержащее стеллаж и наклонный рольганг с роликами для подачи заготовок в ножннцы точной резки 1 .
Известны стелла5ки для приема заготовок и выдачи их по одной на рольганг перед ножницами 2.
Ррльганг имеет возможность принимать горизонтальное положение для приема очередного прутка, однако это вызывает необходимость осшновить процесс резки остаточного прутка, так как этот остаток перемещается в зону резки последующим прутком, а следовательно, превышает автоматический цикл и уменьшает производительность.
С целью устранения указанного недостатка предлагаемое устройство снабжено приемным органом, устанавливаемым горизонтально и выполненным в виде расположенных между роликами рольганга призм, имеющих возможность вертикального перемещения разной величиной хода от пневмоцилиндров.
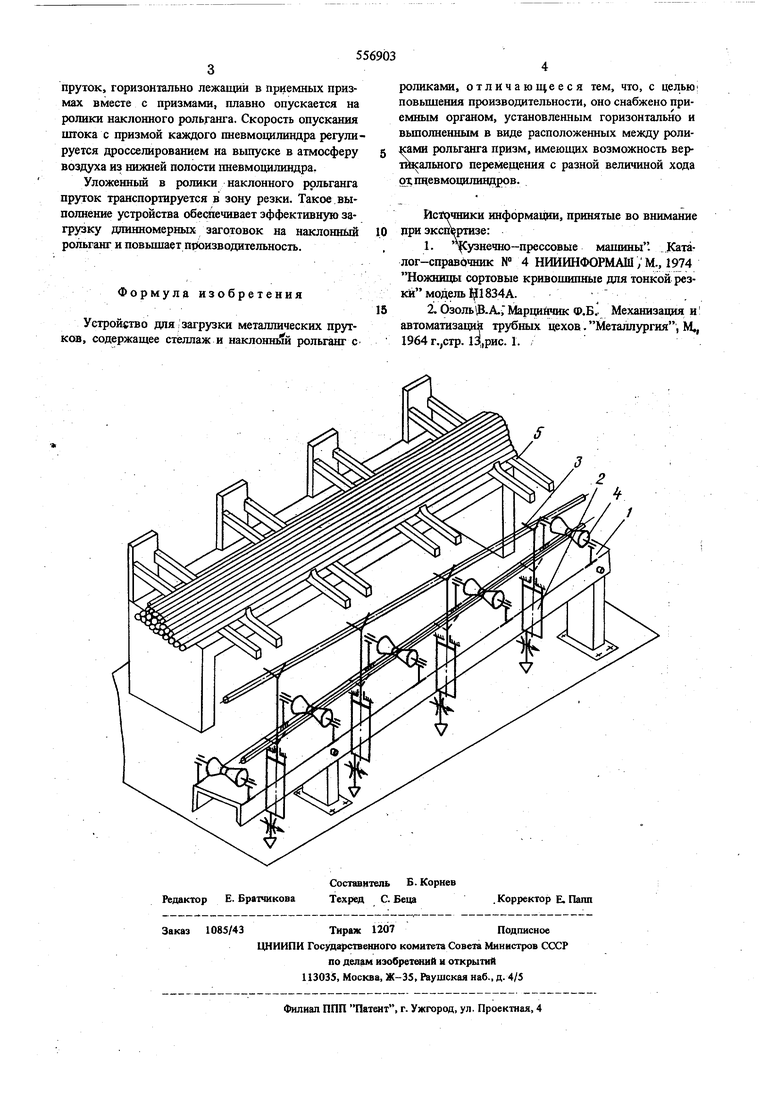
На чертеже изображено предложенное устройство в момент загрузки прутка в приемные призмы.
На раме 1 наклонного рольганга закреплено четыре пневмоцилиндра 2 двустороненного действия с дросселируемым выхлопом в атмосферу при движении призм 3, связанных со щтоком пневмоцилиндров в кразшее нижнее положение. Рабочие поверхности призм в крайнем нижнем положении находятся ниже рабочих поверхностей роликов 4 наклонного рольганга. Механизированный стеллаж 5 выдает штучный пруток.
Устройство работает следующим образом.
Перед сбросом штучного прутка механизированного стеллажа 5, воздух под давлением подается в нижнюю полость пневмоци ЛИНД ров. Штоки с приемными призмами, совершая ход вверх, разный по величине, устанавливаются в крайнем верхнем положении и образуют горизонтально расположе1шый прерывистый желоб (призмы), где размещается пруток, сброшенный со стеллажа. Затем подается воздух в полость пневмодилиндров и
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| Устройство для групповой газовойРЕзКи HA МЕРНыЕ зАгОТОВКи | 1979 |
|
SU846152A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Автоматическая линия изготовления изогнутых изделий из прутков | 1982 |
|
SU1060271A1 |
| Устройство для отделения от пакета и подачи в зону обработки штучных длинномерных заготовок | 1979 |
|
SU863100A1 |
| Установка для изготовления длинномерных заготовок электрических кабелей | 1989 |
|
SU1700667A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ПАКЕТОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2043286C1 |
| Устройство для подачи заготовок | 1986 |
|
SU1409383A1 |
