(54) УСТРОЙСТВО ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКИ ПРОДОЛЬНЫХ швов ОБЕЧАЕК
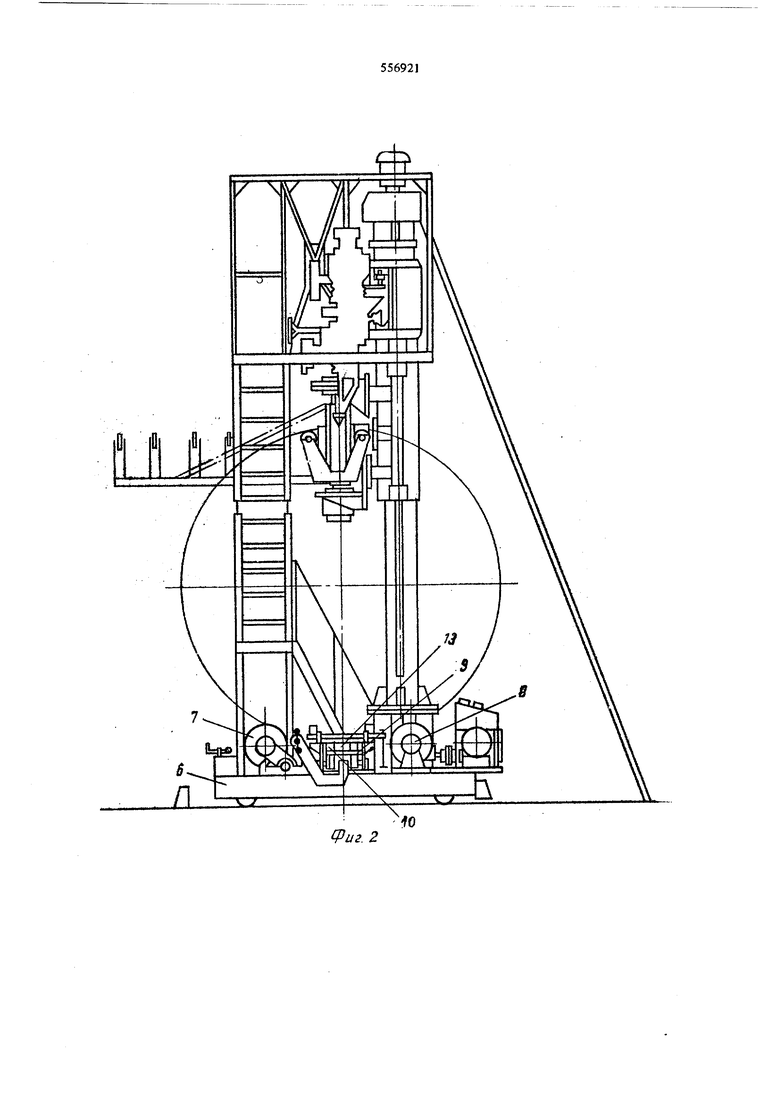
Вращением ролякооаор совмещают шов с продольной осью флюсовой подуижн 13. После этого флюсовую подушку вместе с рамой 9, w& которой установлены электромагниты Ю и сшоры для винтовых стяжек И,(поджимают к обечайке.
Стяжки 11, на одаой из которых установлен сварочный трактор 12, пошатывают к торцдм обечайки до упора. Винтами 14 зажимают кромкп обечайки, винтами 15 выравнивают кромки в вертикальной плоскости, а винтами 16 производят стяжку кромок в горизонталыюй плоскости. Так как технолшические направляющие для трактора 17 связаны с рычагами IS посредством пггафтов 19, аеремещашцгасся в сквозных пазах, to технологическз шшравлягощие для сварочного трактора прижимаются к торцам обечайки автоматически, что позволяет осуществлять движение входа и выхода сварочного трактора без обрыва дуги, что повьплает качества шва. После стяжки краев включают электромагниты для фиксации кромок в феднвй части шва и св ирают внутренний шов обечайки сварочным TpaKTqjoM 12. Далее вляют noBop oj. .обечайки с помощью приводных роликоопор 8 так, чтобы шов окгзался под сварочным автоматом 3, производят подвод автомата к обечайке и сваривают наружный щов. Затем включают электромагниты, освобождают обечайку от винтовых стяжек,.поднимают ее вместе с поддерживающим устройством и несущей консолью и осуиюръляют поворот поддерживающего устройства в исходное положение для снятия обечайки.
Использованю изобретения позволит увеличите производительность установки для сварки и сборки обечаек, значительно сократить производственные площади, снизить стоимость оборудования, улучпшть технологию изготовления обечаек для химяч dcoro мапганостроешя.
Формула ява,@ретеяия
Устройство для сборки и двусторонней сварки продольных швов обечаек, содержащее смонтированные на основании роликовый вращатель, продольную флюсовую подушку и винтовые стяжки для сборки кромок обечайки, содержащие по два соединенных между собой осью двуплечих рычага, а также технолс гические направляющие для сварочного трактора, о т пичающееся тем, что, с целью повышення йроизводительности и качества сварки при совмещении сборки и сварки путем прнстьпсовкн технологических направляющих к торцу обечайки, двуплечие рычаги каждой винтовой стяжки установлены с возможностью поворота в плоскости параллельной рабочей поверхности флюсовой подушки, при этом в каждой технологической направляии1 й выполнен сквозной паз, а каждый рычаг остщен штифтом, взаимодействзоощим с зоюмянутым пазом направляющей.
Источники инф фмащш, принятые во внимание при экспертизе:
1. Сварочное оборудование. Каталог-справочник, Наукова думка, 1968, ч. 1,160,161Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки конических днищ | 1976 |
|
SU648368A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1980 |
|
SU933342A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для сборки под сварку кольцевых стыков | 1980 |
|
SU897451A1 |
| Установка для сварки внутренних кольцевых швов цилиндрических изделий | 1983 |
|
SU1097472A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |


/
.-.
2Й
в
