1
Изобретение относится к обработке металлов давлением, точнее к автоматизации процессов горячей штамповки в цельных матрицах.
Известны конструкции многопереходных штампов-автоматов с магазинным питанием для изготовления деталей из предварительно вырубленных заготовок 1.
Недостатком этого штампа-автомата является невозможность использования его при работе с предварительно изогнутыми заготовками.
Известно также устройство для формовки изделий из штучных заготовок, содержащее смонтированные в корпусе подающее устройство, матрицу и механизм выгрузки готовых изделий 2.
Однако это устройство не обеспечивает изготовление изделий типа вилка, кроме того, оно обладает невысокой производительностью.
Целью изобретения является повышение производительности работ за счет механизации и точности устаиовки заготовок в матрицу.
Это достигается тем, что устройство снабжено механизмом установки заготовок в матрицу, выполненным в виде обоймы с направляющим очком и ловителями, смоитированной в подшипнике на траверсе, связанной тягами с силовым приводом, а также досылателем заготовки из подающего устройства в очко матрицы, установленным в корпусе соосно с оч ком матрицы и оснащенным механизмом ее перемещения, кинематически связанным с силовым приводом перемещеиия траверсы.
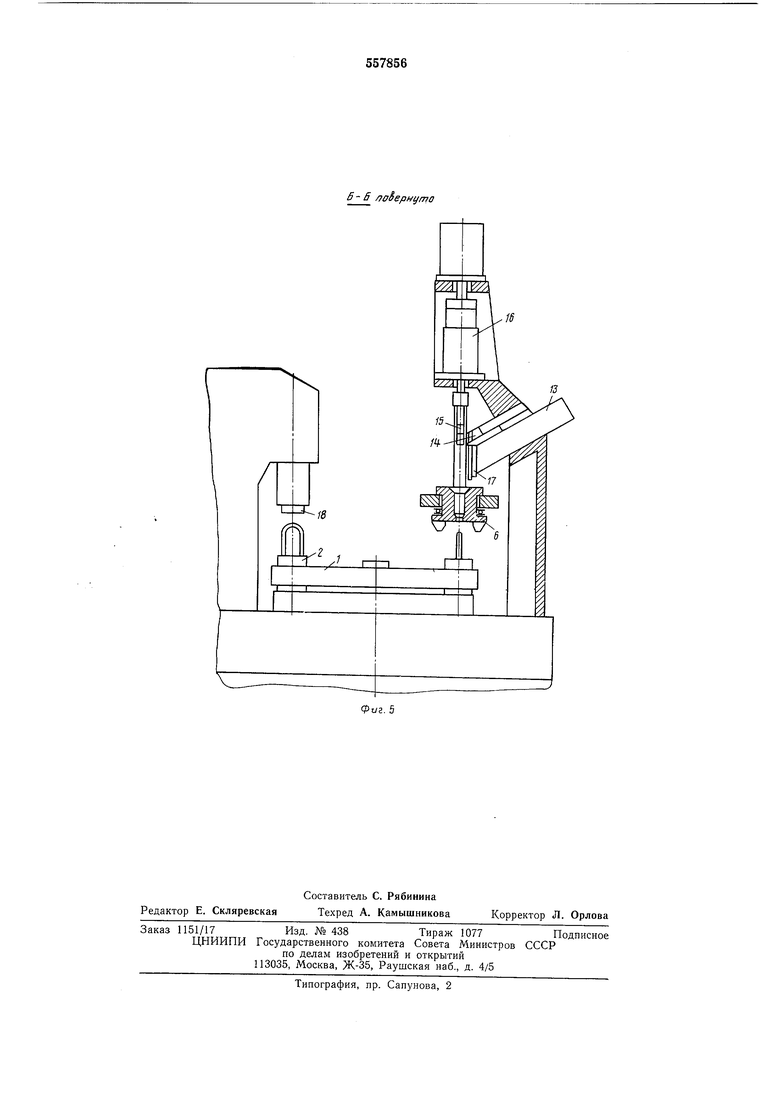
На фиг. 1 изображена готовая деталь; на фиг. 2 - заготовка; на фиг. 3 - предлагаемое устройство в плане; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез по Б-Б па фиг. 3.
Устройство состоит из транспортного механизма 1 (например, поворотный стол), матриц
2,механизма установки заготовок в матрицу
3,устройства для нагрева 4 и механизма формовки и выгрузки готовых изделий 5.
Механизм установки заготовок в матрицу 3 состоит из подвижной в вертикальной и горизонтальной плоскостях обоймы 6 с направляющим очком 7 и ловителями 8. Обойма 6 смоитирована на траверсе 9 в подшипнике 10, позволяющем перемещение ее с направляющим очком 7 п ловителями 8 в горизонтальной нлоскости. Траверса 9 посредством тяг И связана с силовым приводом 12.
Над обоймой 6 установлен загрузочный лоток 13 с подающим устройством 14. Досылатель 15 иередачи заготовок из подающего устройства 14 в очко матрицы 2, установленный в корпусе 16 соосно с очком матрицы 2, оснащен механизмом перемещения 17, который кийематически связан с силовым приводом 12 перемещения траверсы.
Устройство работает следующим образом.
Предварительно согнутые заготовки 18 П-образной формы устанавливаются в загрузочный лоток 13 и оттуда посредством подающего устройства 14 поступают поштучно в подвижную обойму 6.
Силовой привод 12 через тяги 11 опускает траверсу 9 вместе с обоймой 6 и направляющим очком 7 вниз до соприкосновения с торцом матрицы 2, которая в этот момент находится на позиции загрузки заготовок. При подходе обоймы 6 к матрице 2 ловители 8 своими скосами скользят по торцам матрицы и точпо устанавливают направляющее очко 7 относительно отверстий матрицы. Когда обойма 6 приходит в нижнее крайнее положение, подается команда механизму перемещения 17 на опускание вниз досылателя 15. При своем движении досылатель 15 нижним торцом переталкивает заготовку 18, находящуюся в обойме 6, через направляющее очко 7 в отверстия :Матрицы. При этом заготовка 18 упруго деформируется так, что ее ножки вначале посредством направляющего очка 7 устанавливак)тся соосно с отверстиями матрицы, а при дальнейшем движении ножки заготовки проталкиваются в отверстия матрицы на глубину 1 -1,5 диаметра ножек.
После завершения операции переталкивания заготовки 18 подается команда силовому приводу 12 на подъем обоймы 6 в исходное верхнее положение. При подъеме обоймы 6 вверх досылатель 15 удерживает заготовку 18 в матрице 2, препятствуя направляющему очку 7 извлечь заготовку обратно из матрицы. При нахождении обоймы 6 в крайнем верхнем положении подается команда механизму перемещения 16 на возврат досылателя 15 в крайнее верхнее положение. Досылатель 15, приходя в верхнее исходное положение, включает подающее устройство 14, которое подает следующую заготовку 18 в обойму 6. Одновременно, при возврате засылателя 15 в верхнее исходное положение, подается команда для перемещения на шаг транспортного механизма 1. При этом на позицию загрузки заготовок поступает следующая освобожденная матрица 2, а матрица с установленной заготовкой 18 подходит к устройству для нагрева 4.
Выступающая из матрицы 2 головная часть заготовки 18, подлежащая формовке, нагревается до необходимой температуры, причем ножи от нагрева предохраняются. При следующем перемещении на шаг транспортного механизма 1 матрица 2 с нагретой головной частью заготовки 18 поступает в механизм формовки и выгрузки готовых изделий 5, где пуансоном, закрепленным, например, на ползуне механического пресса, производится формовка головной части изделия, а при обратном ходе ползуна производится выталкивание готового
изделия из матрицы. Дальше цикл повторяется.
Предлагаемое устройство позволяет использовать для штамповки предварительно согнутые заготовки П-образной формы без операции калибровки, сокращает расход энергии на нагрев, так как разогревается только часть изделия, подлежащая формовке, непосредственно перед щтамповой, а также позволяет создать полностью автоматизированную установку для изготовления изделий типа вилка.
Формула изобретения
Устройство для формовки изделий из штучных заготовок, содержащее смонтированные в
корпусе подающее устройство, матрицу и механизм выгрузки готовых изделий, отличающееся тем, что, с целью повышения производительности работ за счет механизации и точности установки заготовок в матрицу, оно
снабжеио механизмом установки заготовок в матрицу, выполненным в виде обоймы с направляющим очком и ловителями, смонтированной в нодшипнике на траверсе, связанной тягами с силовым приводом, а также досылателем заготовки из подающего устройства в очко матрицы, установленным в корпусе соосно с очком матрицы и оснащенным с силовым приводом перемещения траверсы. Источники информации, принятые во внь-мание при экспертизе:
1.Малов А. П. и Прейс В. Ф. «Механизация и автоматизация штамповочных работ, М., «Машгиз, 1955, с. i40.
2.Авторское свидетельство СССР № 207204М. Кл.2 В 21F 45/00, 1967 (прототип).
л
6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| ГИБОЧНО-ЗАКАЛОЧНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ РЕССОР | 1973 |
|
SU376461A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для изготовления гофрированных труб | 1986 |
|
SU1406886A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 1990 |
|
RU2019339C1 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Стан для обкатки трубчатых заготовок | 1985 |
|
SU1326367A1 |

6А
Ч
/
V
