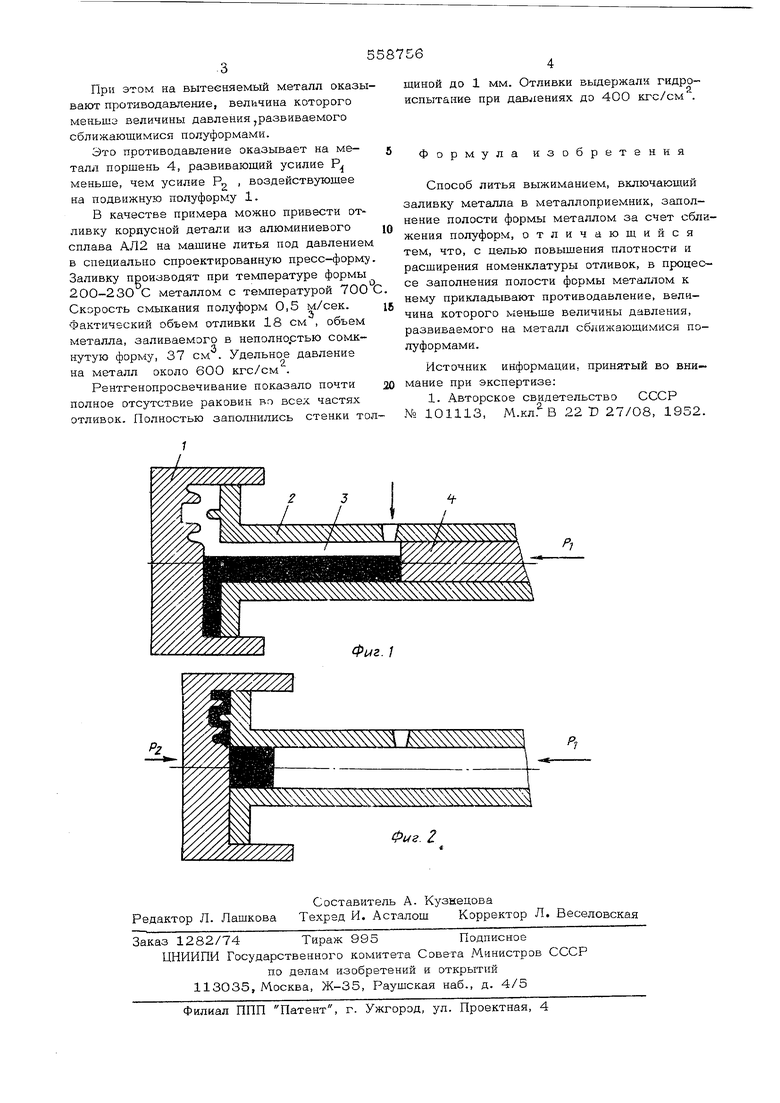
Изобретени;е относится к литейному производству, в частности к получению заготовок деталей способом литья выжиманием и может ксмользоваться для получения отливок сложгюй кснфигур-ацк повышенной плотноети. Для получегмя крупнсгабаригных тонкостенных дстал; Л 1Г;тимсн11Ют литье выжиманием, при -.:.:-о.;„., залиьку металла произво дят в г .аск jtvyic г;аоъе.мную форму, после чего, в резу(ыате сближения частей формы металл подяймпзтся вверх, заполняя ее полости и образуя отливаемую деталь l . О.инако известный способ не позволяет получать особо тонкостенные детали повышенной плотности в связи с небольшими ско ростями сближечия половины формы и невоз можностью создания высокого удельного да ления на мегашт. Цель изобретении. - повышение плотности и расширение номенклатуры от.чивок за счет получения особо тонкостенных деталей Это ic-стигаетсй тем, что а ппоцессе заполиения металлом полоста ие 1эл1гостью сомкнутой формы и выжимакне его нз этой полости за счет сближения половин формы к металлу прикладывают противодавление, величина которого меньше давления, развиваемого на металл сближающимися полуформами. На фиг. 1 показана литейная форма, неполностью сомкнутая в момент заливки металла в металлоприемнйк; на фиг. 2 - полностью сомкнутая форма пс)сле окончания процесса литья. Форма имеет подвижную 1 и неподвижную 2 полуформы и металлопрнемник 3. Способ осуществляют следующим образом. После неполного закрытия формы, при котором образуется полость, превышающая по объему готовую отливку, и заливки металла в металлоприемник 3 поршнем 4 перэкрывают заливочное отверстие и вытесняют eтaлл в упомянутую полость формы. После заполнения этой полости производят полное смыкание формы за счет сближения полуформ 1 и 2 и вытесняют излишек металла из нее в металлоприемник 3.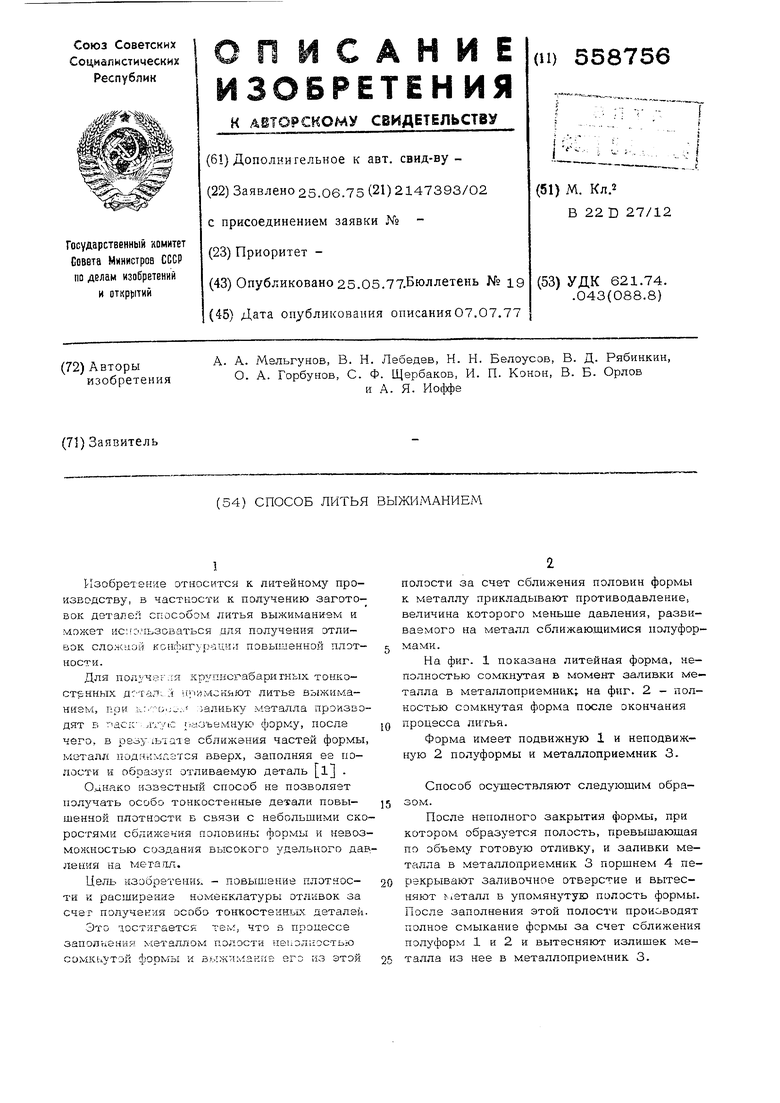
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ | 2000 |
|
RU2166407C1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1977 |
|
SU747618A1 |
| Машина для литья выжиманием | 1973 |
|
SU442009A1 |
| Способ получения металлических отливок методом выжимания металла | 1960 |
|
SU138003A1 |
| Машина для литья выжиманием | 1979 |
|
SU1163979A1 |
| Способ литья | 1952 |
|
SU101113A1 |
| Выжимная машина для отливки тонко-СТЕННыХ, пРЕиМущЕСТВЕННО, КРупНО-гАбАРиТНыХ дЕТАлЕй | 1979 |
|
SU810373A2 |
| Машина для литья выжиманием | 1980 |
|
SU1130435A1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1979 |
|
SU1052324A1 |
| Способ получения крупногабаритных тонкостенных отливок | 1977 |
|
SU623645A1 |
