Изобретение относится к литейному производству, в частности к литью выжиманием крупногабаритных тонкостенных деталей.
Известна машина для литья ВЕлжиманием с параллельным сближением полуформ, содержащая станину, установленные на ней подвижные полуформы, боковые щеки, поддон с центрирующим штырем для крепления стержневогх) блока. В боковых щеках выполнены заливочные Р отверстия, в которых размещают пау рубки для подачи инертного газа, имеющие вьрсодные сопла, направленные тангенциально к боковой поверхности .металлоприемной камеры l . 15
Однако известная машина вследствие расположения и выполнения каналов для заливки и подачи защитного газа в.боковых щеках под металлопрйемнииом не исключает полностью влияния 20 Mfi расплав окружающей среды в процессе его заливйи и выжимания. ВследсГвие этого возможно незначительное окисление расплава, ведущее к ухудшению качества отливок и его возго- 25 ранию.
Цель изобретения - повышение качества отливок.
. Цель достигается тем, что сопла для подачи инертного газа установле- л ны в зоне раздела полуформ и металлоприемнрй камеры, при этом в поддоне шаполнены каналы для подвода ме-. талла, связанные с нижней частью металлоприекшой камеры.
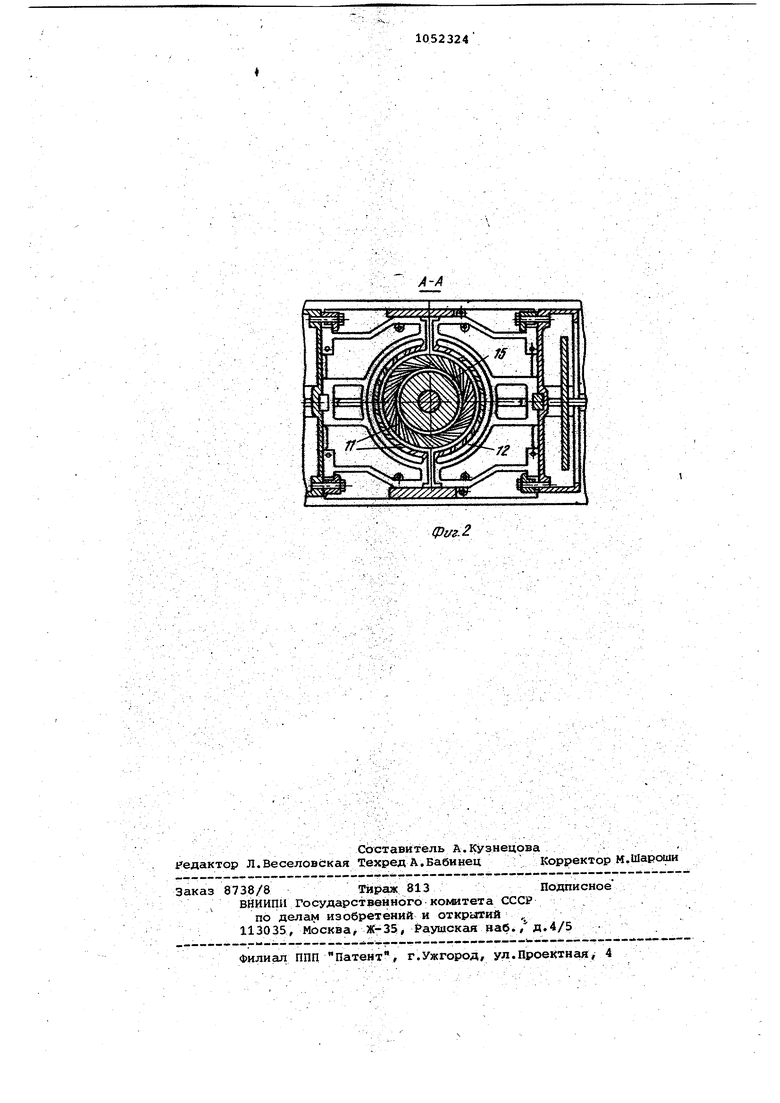
На фиг.1 изображена предлагаемая машина, разрез; нафиг.2 - разрез А-А на фиг.1.
Маишна содержит станину 1 о направлякнф1ми 2 для подвижных полуформ 3, связанных с приводом 4, .поддои 40
5 с центрирукндам штырем 6 для за Крепления стержневого блока 7, боковые щеки 8, образующие рабочую по- / лость 9, металлрприемную камеру 10.
а полуформах 3 в зоне раздела их 45 с металлоприемной камерой 10 расположены сопла 11, связанные через коллекторные полости 12 и каналы 13 с источником 14 повышенного давления защитного газа. В поддоне 5 в зоне 50 раздела полуформ и металлоприекшой
кояеры также расположены сопла 11, связанные через коллекторную .полость 15 и каналы 16 в центрирующем штыре с источником 14 повышенного давления защитного газа. В поддоне 5 и станине 1 выполнены каналы 17 для подачи металла в металлоприемную камеру из ковша 18 у расположенного в автоклаве 19, под избыточным давлением газа,от источника давления 20.
Машина работает следующим образом
Прлуформы 3 устанавливаются в исходное положение для заливки метгшла Щеки 8 плотно поджимаются к полуформам 3. От источника 14 газ под повышенным давлением по каналам 13 и 16 через коллекторные полости 12 и 15 и сопла 11 подгиот в рабочую полость 9 и металлоприемную камеру 10. После того,.как инертный газ ялтеснит воздух из полости 9 и камеры 10, в автоклав 19 подается газ повышенного давления от источника:20, и металл вытесняется из ковша 18 в металлоприемную камеру 10. Далее прекращается подача инертного газа от источника 14, при этом одновременно полуформы 3 при помощи привода 4 сближаются на установленшяй размер, выдавливая метс1Лл и находящуюся над ним подуш-. ку инертного газа из металлоприемной камеры 10 в рабочую полость 9.
По окончании процесса кристаллизации полуформы 3 раздвигаются-/ отливка извлекается из полости формы,производится подготовка поверхности полуформ и щек к следующей заливке, при этом сопла 11 и каналы 17 для подачи расплава перекрыты. Далее процесс изготовления отливки повторяет.СЯ. . . ; , - , . . , , .
Изобретение позволяет улучшить свойства отливок и расширить номенклатуру применяемых сплавов в результате исключения влияния окружанвдей среды. Наряду с этим обеспечива:ется повьаиение производительности маишны, улучшаются условия обслушвания, снижаются трудозатраты на её обслуживание и исключается возможность возгорания расплава в процессе заливки и формирования отливки.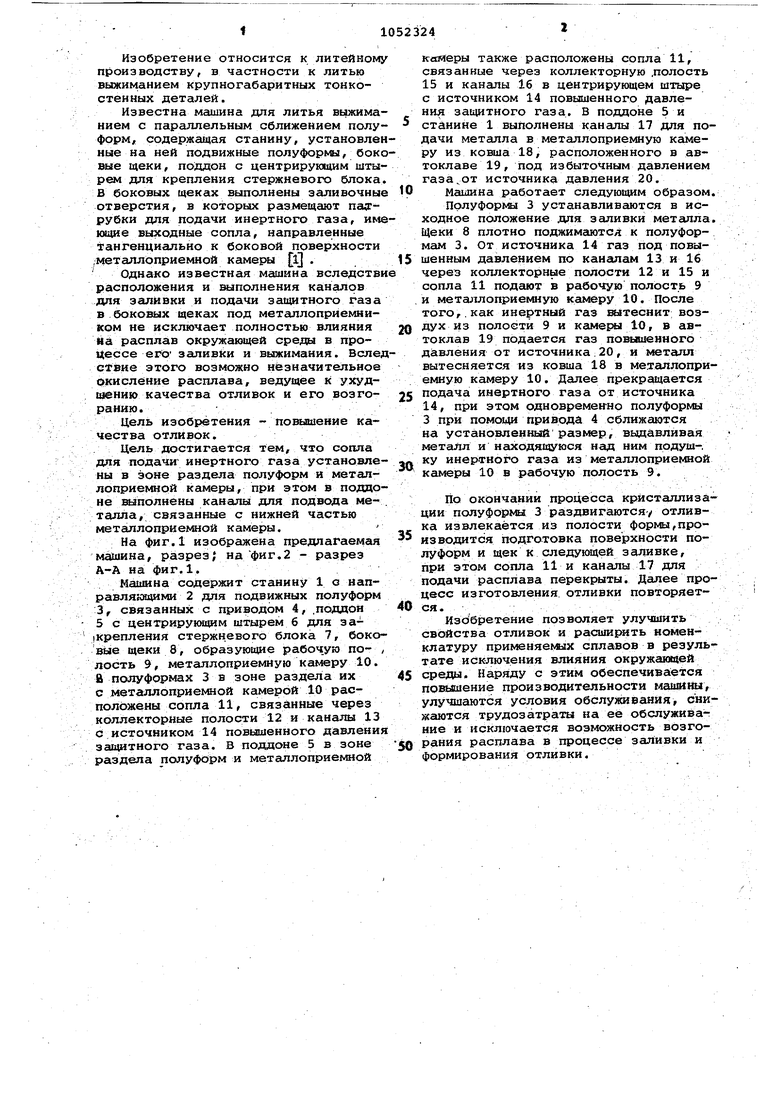
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья выжиманием | 1979 |
|
SU1163979A1 |
| Машина для литья выжиманием | 1980 |
|
SU1130434A1 |
| Машина для литья выжиманием | 1976 |
|
SU722676A1 |
| Машина для литья выжиманием | 1980 |
|
SU1130435A1 |
| Форма для литья выжиманием | 1977 |
|
SU634848A1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1977 |
|
SU747618A1 |
| Установка для литья металлических заготовок | 1984 |
|
SU1196123A1 |
| Машина для литья под давлением отливок, армированных многожильным канатом | 1976 |
|
SU747616A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Выжимная машина для отливки тонко-СТЕННыХ, пРЕиМущЕСТВЕННО, КРупНО-гАбАРиТНыХ дЕТАлЕй | 1979 |
|
SU810373A2 |
МАШИНА ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С ПАРАЛЛЕЛЬНЫМ СБЛ11ЖЕНИЕМ ПОЛУФОРМ, содержащая станину, установленные на ней полуформы, боковые щеки, поддон со стержневым блоком, металлоприёмную камеру и сопла для подачи инертного газа, отличающаяся тем, что, с целью повышения качества отливок, сопла установлены в зоне раздела полуформ и металлоприемной камеры, при этом в поддоне выполнены каналы для подвода металла, связанные с нижней частью металлоприемной камеры. в 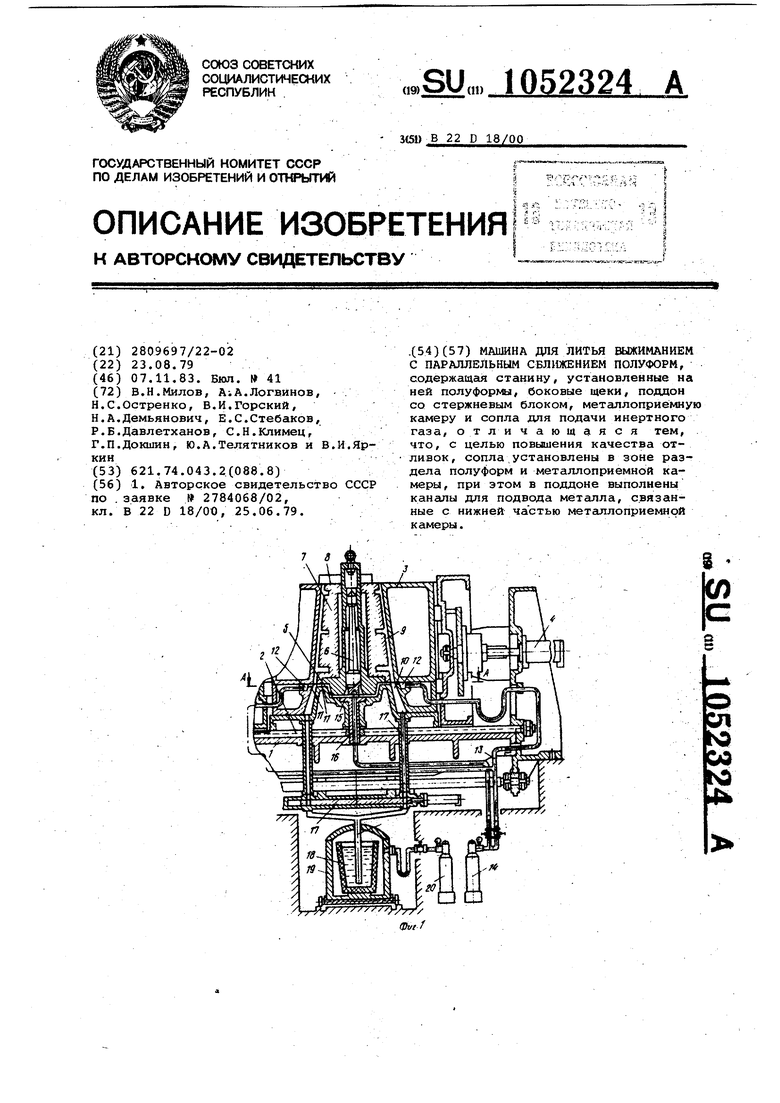
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по | |||
| ДЕГАЗАЦИЯ ПОЛИГОНА ТВЕРДЫХ КОММУНАЛЬНЫХ ОТХОДОВ СПОСОБОМ ЭЖЕКЦИИ | 2022 |
|
RU2784068C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| . | |||
