О)
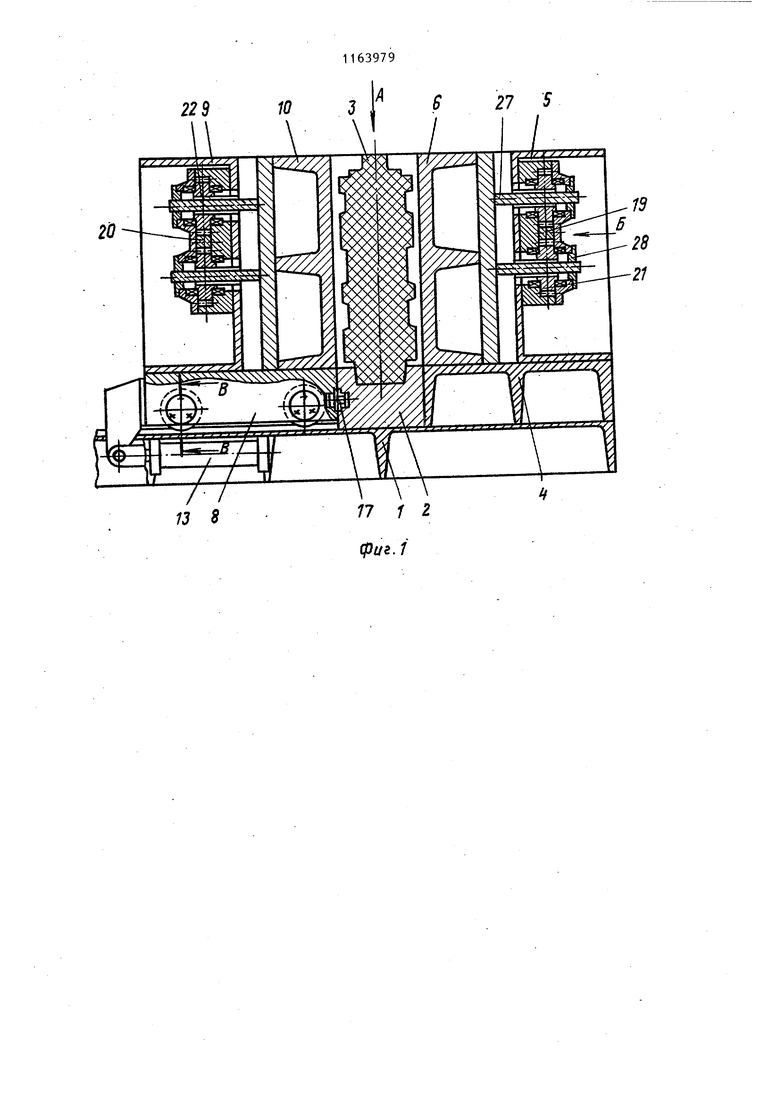
со ;о со Изобретение относится к литейному производству, в частности к литейном оборудованию для получения тонкостен ных крупногабаритных деталей путем выжимания. Известна машина для литья выжиманием с параллельным сближением полуформ, содержащая станину с установле ными на ней двумя подвижными матрица ми и .гидравлический привод их сближе ния, боковые щеки и поддон со стержнем l3 . Недостатками известной машины являются потеря устойчивости и перекос подвижных матриц, а также неравномер ный и большой износ направляющих фор мы и машины. Привод перемещения матрицы в маши не выполнен в виде силового гидроцилиндра с приложением силы в одной точке. При заполнении расплавом рабо чей полости литейной формы под дейст вием сближающихся матриц возникают силы, противодействующие их передви2кению. Эти силы распределены по плос кости матриц неравномерно не только из-за выжимания расплава в форме снизу вверх, но также и из-за конфигурации самой отливки. При больших габаритах матриц происхо цит ее деформация, сказывающаяся на потере ее устойчивости, а следовательно, потере точности конфигурации отливки и неравномерного износа направляющих формы и машины. Путь подвижных частей при предварительном сближенИИ и при вьтимании расплава, составляющий в сумме большую величину порядка 400 - 450 мм, дополнительно приводит к увеличению износа направляющих. Известна машина для литья выжиманием с параллельным сближением полуформ, содержащая станину, установлен ные на ней с возможностью перемещени в горизонтальном направлении траверсы с закрепленными на них полуформами, боковыещеки и поддон со стержнем. На станине установлены стойки, имеющие направляющие, расположенные вдоль продольной оси траверс. Н боковых поверхностях травеос выполнены пазы, взаимодействующие с направляющими выступами стоек 2. В данной конструкции машины направляющие траверс несколько устраняют потерю устойчивости и перенос, но не исключают заклинивания и протиб матрицы от деформации в связи с большой протяженностью последней, сказывающийся на точности отливки. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является машина для литья выжиманием с параллельным сближением полуформ, имеющая вертикальный разъем и содержащая матрицы, установленные в полуформах с возможностью перемещения в горизонтальном направлении, стержень и заливочный канал. Она содержит механизм предварительного сближения и механизм окончательного сближения с приводом , В данной машине путь подвижных частей, соприкасающихся с жидким металлом при выжимании, сведен до минимума 10 - 12 мм, что значительно уменьшает износ направляющих форму и машины. Однако даже на этом сравнительно небольшом пути проявляются дефекты, вызванные деформацией и неустойчивостью матриц. Цель изобретения - повьш1ение точности конфигурации отливки, повышение надежности работы машины и уменьшении ее габаритов-. Указанная цель достигается тем, что механизм предварительного сближения полуформ выполнен в виде тележки с эксцентрично установленными колесами, а механизм окончательного сближения полуформ выполнен в виде реек, взаимодействующих с шестернями, закрепленными-на толкателях, связанных с полуформами, и на выходных валах, соединенных между собой сцепной муфтой, при этом одна из реек выполнена приводной, а на толкателях устано18лены планшайбы, регулирующие величину хода толкателей. На фиг. 1 изображено устройство, общий вид, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг.1; на фиг. 4 - сечение В-В на фиг. 1. Машина для литья выжиманием содержит станину 1, на которой жестко установлены поддон 2 со стержнем 3, оформляющим внутреннюю полость отливки, основание 4 с жестко закрепленным упором 5 и с подвижной полуформой 6, заключенной между неподвижными щеками 7. На станине также расположен механизм предварительного сближения, включающий подвижную тележку 8. На подвижной тележке расположены жестко закрепленный упор 9 и подвижная полуформа 10, заключеннная между неподвижными щеками 11. На неподвижных 311 щеках 7 и 11 установлена заливочная чаша 12. Подвижная тележка 8, предназначенная для уменьшения хода передвижения подвижных полуформ 6 и 10, перемещается от привода 13 по направляющим 14 на колесах 15, закрепленных на осях 16 эксцентрично с возможностью ее выставки по высоте, и фиксируется в сомкнутом положении фиксаторами 17. На упорах 5 и 9 установ- 10 лен механизм окончательного сближени полуформ, представляющий собой связанную с приводом 18 рейку 19 и рейку 20, взаимодействующие через шестерни 21 и 22 с выходными валами 23 и 24, соединенными посредством цепной муфты 25. Рейки 19 и 20 взаимодействуют также с шестернями 26, закрепленными на толкателе 27, к которым крепятся подвижные полуформу 6 и 10. Регулировка хода толкателей 27 а также синхронизация движения полуформ 6 и 10 осуществляется регулировочными планшайбами 28. Форма запирается замками 29. Машина для литья выжиманием работает следующим образом.. В закрытом положении машины про.изводят регулировку хода толкателей 27 для равномерного и синхронного сближения полуформ 6 и 10 -при ра боте. Регулировку производят вращением планшайб 28, взаимодействующих с толкателями 27 относительно оси с последующим их закреплением. Полуформы 6 и 10 разводят в ис- ходное положение. Подвижную тележку откатывают в крайнее положение. Производят проверку выставки по высоте тележки 8 относительно поддона 2 и основания 4, с последующей регулировкой путем вращения эксцентричных осей 16 с колесами 15. После подготовки полуформ 6 и 10 в поддон 2 устанавливают стержень 3. Производят 9 предварительное сближение тележки 8 с расположенной на ней полуформой 10, приводом 13 по направляющим 14, расположенными на станине 1, с поддоном 2 и их фиксации фиксаторами 17. При этом полумуфты сцепной муфты 25 входят в зацепление и соединяются валы 23 и 24. Упоры 5 и 9, щеки 7 и 11 запирают замками 29. Производят заливку расплава в чащу 12, который поступает по литниковому каналу в полость между полуформами 6, 10 и стержнем 3. По достижении заранее определенного начального уровня металла включают синхронное сближение полуформ 6 и 10 от толкателей 27 посредством привода 18, реек 19 и 20, взаимодействующих через шестерни 21 и 22 и выходные валы 23 и 24, соединенные посредством сцепной муфта 25, а заливку расплава прекращают. При сближении полуформ избыток расплава выжимается в технологическую прибыль до расчитанного конечного уровня. По окончании кристаллизации всей отливки полуформы 6 и 10 разводят в исходное положение, а подвижную тележку 8 откачивают, в крайнее положение. Произв.одят извлечение отливки. Изобретение позволяет -за счет , применения толкателей, распределяющих равномерно усилие толкания по всей развитой плоскости полуформ, повысить точность конфигурации отливки, уменьшить износ направляющих машины, ликвидировать заклинивания матриц при движении. Механизм окончательного сближения обладает компактностью, что приводит к уменьшению габаритов машины. Использование подвижной тележки позволяет уменьшить габариты машины, повысить ее надежность за счет уменьшения зоны трения передвижения полуформ. 27
(риг. i 5 . . 1163979 ВидД -I
Фиг.2 11163979
Вид В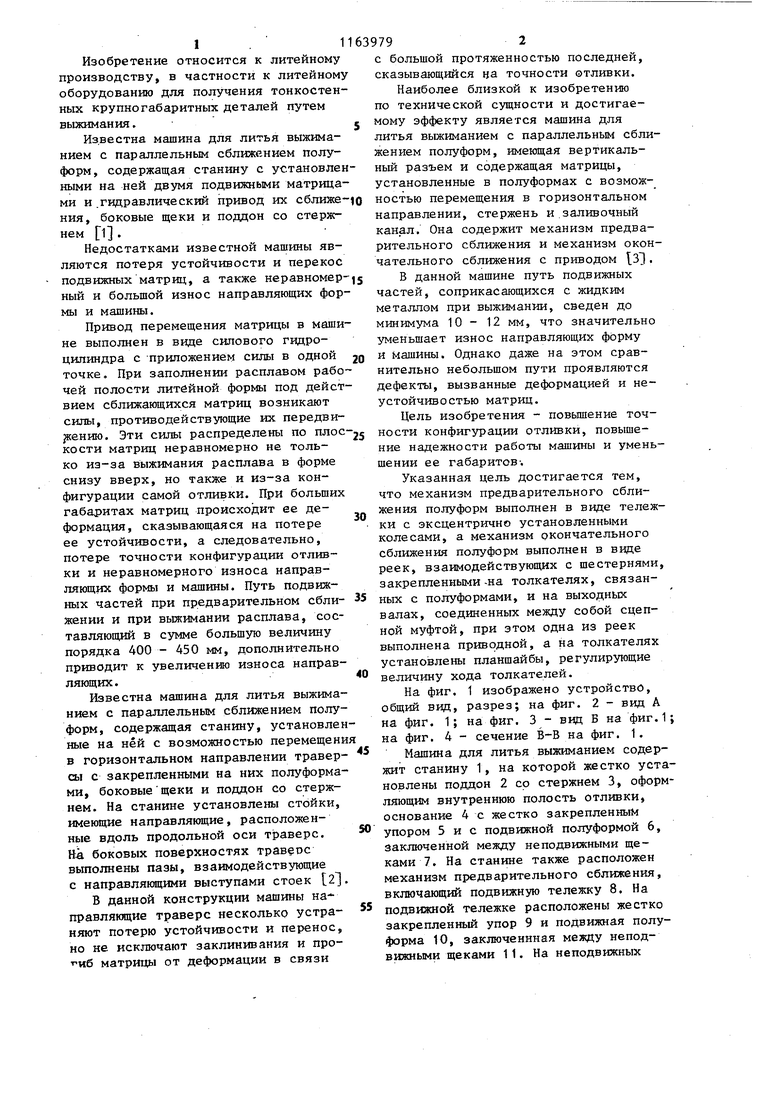

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья выжиманием с параллельным сближением полуформ | 1979 |
|
SU1052324A1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1977 |
|
SU747618A1 |
| Машина для литья выжиманием | 1980 |
|
SU1130435A1 |
| Машина для литья выжиманием | 1976 |
|
SU722676A1 |
| Машина для литья выжиманием с параллельным сближением полуформ | 1977 |
|
SU747619A1 |
| Машина для литья выжиманием | 1973 |
|
SU442009A1 |
| Машина для литья выжиманием | 1980 |
|
SU1130434A1 |
| Литейно-выжимная машина с параллельным сближением створ | 1984 |
|
SU1544525A1 |
| Металлоприемник машины литья выжиманием | 1979 |
|
SU1155353A1 |
| Форма для литья выжиманием оребренных отливок | 1986 |
|
SU1371766A1 |

МАШИНА ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ с параллельным сближением полуформ, содержащая станину с установленными на ней полуформами и боковыми щеками. механизм предварительного и механизм окончательного сблгасений полуформ, отличающаяся тем, что, с целью повышения точности конфигурации отливок, а также повышения надежности работы машины и уменьшения, ее габаритов, механизм предварительного сближения полуформ выполнен в виде тележки с эксцентрично установленными колесами, механизм окончательного сближения полуформ выполнен в виде реек, взаимодействукицих с шестернями, закрепленными на толкателях, связанных с полуформами, и на выходных валах, соединенных между собой сцепной муфтой, при этом одна из реек выполнена приводной, а на толкателях (Л установлены планшайбы, регулирукицие величину хода толкателей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для литья корпусных деталей методом параллельного сближения полуформ ЛПС-Ш, Чертеж | |||
| Реверсивный редуктор для гребных винтов | 1946 |
|
SU70053A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
