1
Изобретение откосится к машиностроению, а именно к автооператорам, используемым в автоматизированном производстве для загрузки в металлорежущие станки деталей Tiina тел вращения, уложенных в
ряд с зазором и транспортируемых в таре.
Известно захватное устройство автооператора, предназначенного для загрузки в мед-аллорежущие станки деталей, уложенных в ряд с зазором в таре, которое содержит корпус с поворотными захватными губками и упоры l.
Известное устройство имеет большую величинуустановочного размера губок при захвате детали из тары, что увеличивает величину зазоров между деталями и уменьшает емкость тары.
Наиболее близко к изобретению захватное устройство автооператора, в котором каждая губка выполнена профильной, что
обеспечивает сохранение оси захваченной детали в постоянном положении 2j .
Это устройство не позволяет полностью использовать емкость тары и, кроме того, с уменьшением величины установочного раз-
мера губок снижается надежность крепле ния деталей.
Цель изобретения - довышбнне надежности крепления деталей и увеличение емкости тары.
Лля этого в предлагаемом устройстве каждая губка снабжена дополнительной по-г воротной и подпружиненной губкой, выполнеиной в виде углового двуплечего рычага, важнее плечо которого представляет профиль концевой части основной губки, а верхнее плечо выполнено большим, чем нижнее и имеет упор.
При таком выполнении устройства не требуется при захвате детали широко разводить губки, что позволяет размешать детали в таре с меньшим зазором, увеличивая тем самым емкость тары.
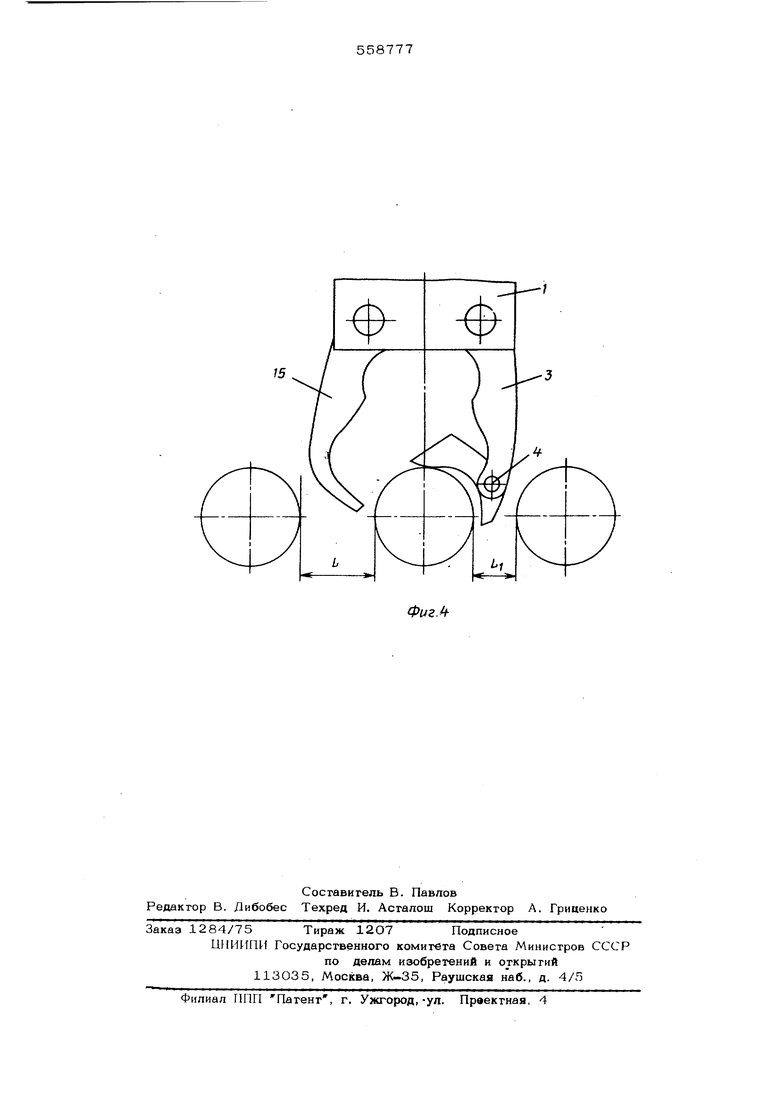
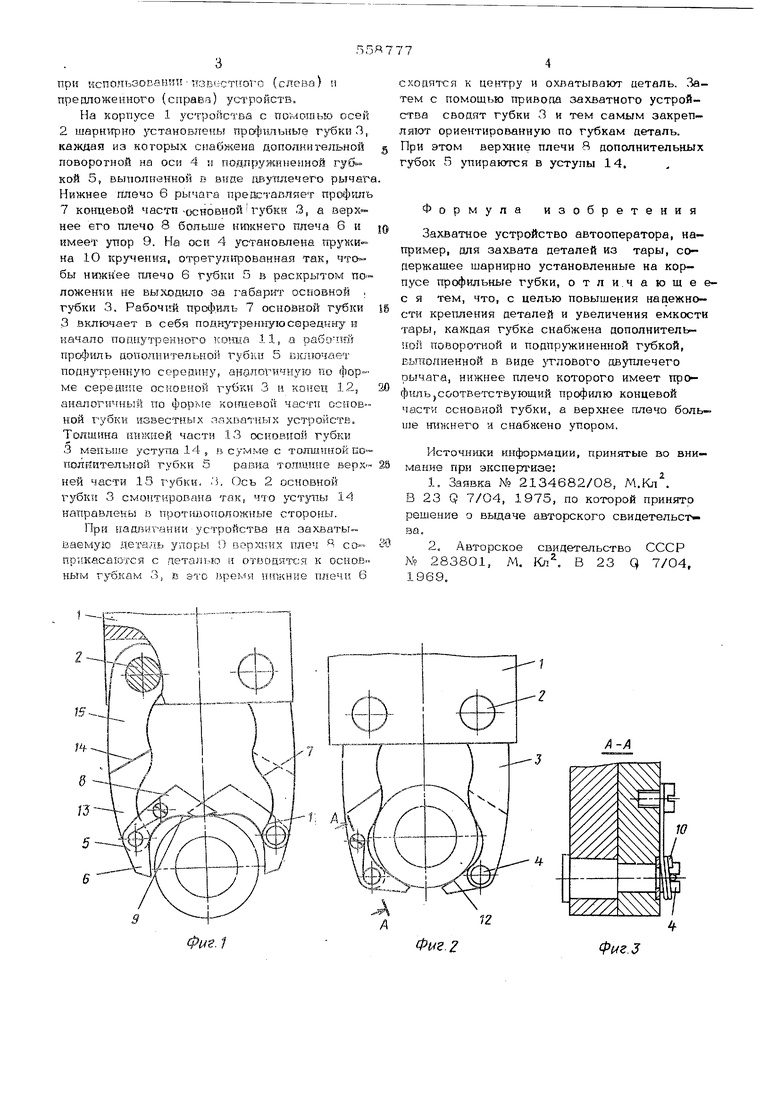
На фиг. 1 изображено захватное устройство с разведенными губками; на фиг. 2 то же, с закреттленной деталью.J на фиг. 3 разрез А-А на фиг. 2 ( по оси поворота дополнительной губк:и).; на фгг. 4 - схема расположения деталей в таре с зазорами L и Ь
при кспояьзовантп пзвестгюго (слева) и прерложенного (справа) ycrpofscTB.
На корпусе 1 устройства с помошь осей
2шарнугрно установлены профштьные губки 3,, каждая из которых С 1а6жена дополнигельной поворотной на оси 4 и подпружиненной гуС кой 5, выполненной в впде гизутушчего рычаг Нижнее плечо 6 рычага прейставляет профиль
7 концевой частя-ocHOBHofr губки 3, а верхнее его плечо 8 больше нткнего плеча 6 и имеет упор 9. На оси 4 усггановлена гфужина 1О кручения, отрегуящэованная так, чтобы нижнее плечо 6 губки 5 в раскрытом попожении не выходило за габарит основной . губки 3. Рабочий профиль 7 основной губки
3включает в себя подветренную середину и начало поцнутренного сонка 11, а рабо-ппг профиль дополиительной губки 5 взиночает поднутренную середину, аналогичную по форме серецкпе ОСКОВЕШЙ губки 3 и коьгец 12, аналогичный по форме KotmeBoii части основной губкн известных захватных устройств. Толщина иигхней части 13 основцой губки
3 меньше уступа 14 , в сумме с толщиной цо- полйительной губки 5 равна толщине верхней части 13 губки. 3, Ось 2 основной губки 3 смонтирована так, что ступы 14 направлены в противоположные стороны.
При надвигании устройства на захваты-™ ваемую деталь упоры О верхних плеч Я со-прикасаются с деталью н отвоцят-ся к осноВ ным губкам 3, Е это время П11кнр е плечи 6
.
схоцят-ся к центру и охватывают деталь. Затем с помощью привода захватного устройства сводят губки 3 и тем самым закрепляют ориентированную по губкам деталь. При этом верхние плечи 8 дополнительных губок 5 упираются в уступы 14,
Формула изобретения
Захватное устройство автооператора, например, для захвата деталей из тары, со- цержашее шарнирно установленные на корпусе профильные губки, отли.чающес я тем, что, с целью повышения надежности крепления деталей и увеличения емкост тары, каждая губка снабжена цополнительиой поворотной я подпружиненной губкой, вьгаолненной в виде зтлового двуплечего рычага, нижнее плечо которого имеет профиль соответствующий профилю концевой частг основной губки, а верхнее плечо больше нижнего и снабжено упором.
Источники информации, принятые во внимание при экспертизе:
1.Заявка № 2134682/08, М.Кл.
В 23 Q 7/04, 1975, по которой принято решение о выдаче авторского свидетельств ва.
2,Авторское свидетельство СССР
М. Кл, В 23 q 7/04,
№ 283801, 1969.
Фиг-2
A/e.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Манипулятор | 1986 |
|
SU1371851A1 |
| Схват | 1985 |
|
SU1289679A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Автооператор | 1982 |
|
SU1057238A1 |
| Захватное устройство | 1987 |
|
SU1445954A1 |
| Винтоверт | 1985 |
|
SU1305019A1 |
| Устройство для подачи детали в зону контроля после шлифования | 1990 |
|
SU1763142A1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ ОТТЯЖКИ ПОЛОТНА НА АВТОМАТИЧЕСКОЙ ТРИКОТАЖНОЙ МАШИНЕ, ПРЕИМУЩЕСТВЕННО ПЛОСКОВЯЗАЛЬНОЙ | 1992 |
|
RU2078861C1 |