1
Изобретение относится к приспособлениям для контактной сварки, в частности к указателям месторасиоложення бужей нрн сварке криволинейных иолостей.
Известные нриснособления для контактной точечной сварки, содержащие группу токопроводящих бужей, связаиных между собой и перемещаемых с помощью гпбкпх связей, и механизм контроля положения бужей не обеснечивают высокого качества сварки при изготовлении стальных деталей, так как невозможно осуществить магнитный контроль.
Цель изобретения - повышение качества сварки.
Это достигается тем, что механизм для контроля иоложения бужей выполнен в виде указателя, установленного на гибких связях с возможностью перемещения ио наружной новерхностн свариваемой детали сиихронно с бужами от общего привода, нри этом длина гибких связей указателя и бужей одииакова.
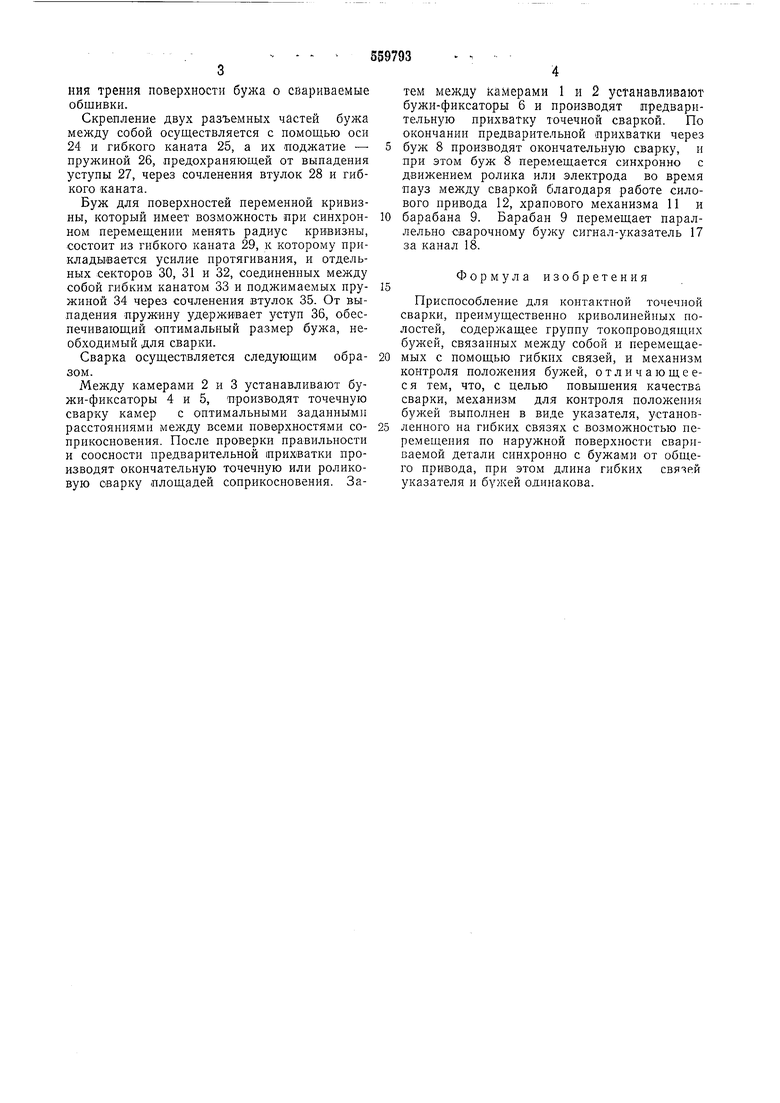
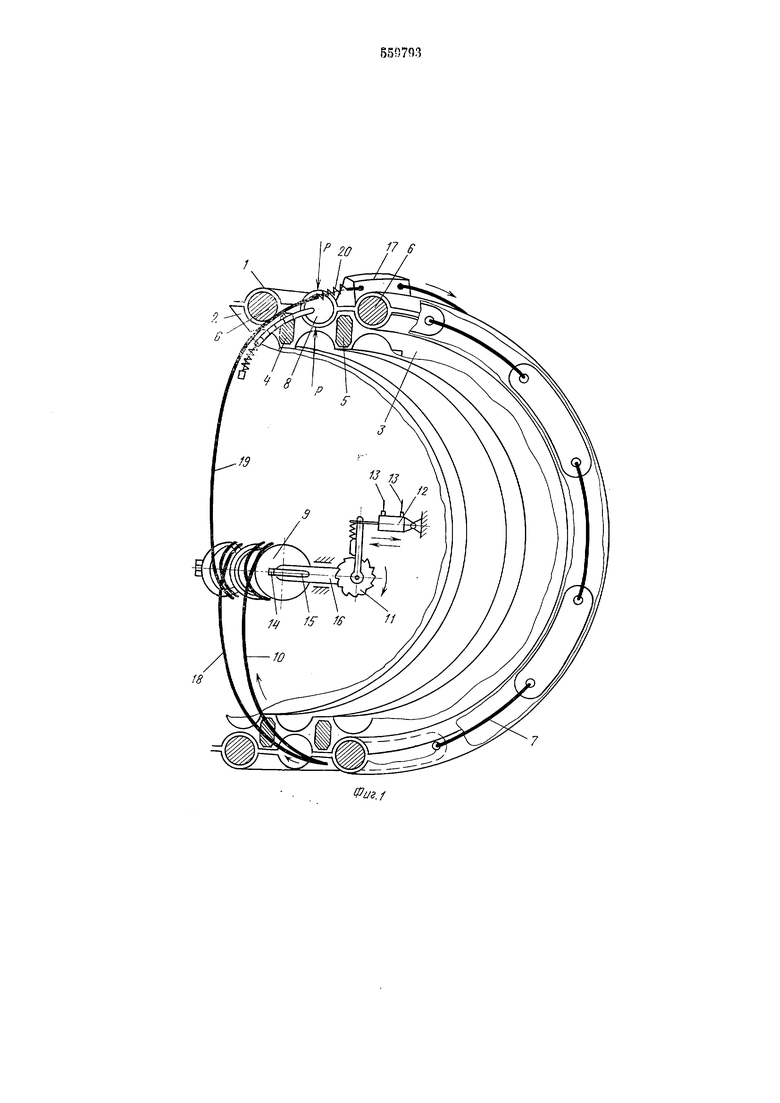
На фиг. 1 изображена криволинейная рифленая камера; на фиг. 2 - разъемный буж с постоянной кривизной; на фиг. 3 - то же, с переменной кривизной.
Рифленые камеры состоят из наружной 1 и внутренних 2 и 3 обшивок рифленой криволинейной формы, изготовляемых из стальных листов разлнчной толщнны, с выдавленными в них пазами (гофрами), через которые
ироисходпт сварка иолостей между собой. Бужи-фиксаторы (вкладыщи) 4, 5, 6 установлены в пазы камер цепочкой и соединены между собой гнбким канатом 7. Они необходимы для фиксации и нредварительной нрпхвагки общивок. Буж 8 предназначен для окончательной сварки. Он имеет ограниченные параметры и протягивается с помощью барабана 9, каната 10, храпового механизма 11 и силового привода 12, который может быть электрическим или пиевматическим и работать синхронно от электро- или иневмосети сварочной мащины 13. Барабан 9 имеет щпонку 14, которая может скользить вдоль паза 15 и вращаться на оси 16. Сигнал-указатель 17 перемещается но иазу гибким канатом 18, который наматывается на барабан 9 параллельно канату 10 сварочного бужа, а одинаковые размеры создают одно и то же положенне на криволинейной поверхности (один - внутри для сварки, другой - на наружной поверхпости для ориеитации). Гибкий канат 19 с пружиной 20 удерживают сигнал-указатель на поверхиости.
Разъемный буж для панелей, имеюииьх постоянную кривпзну, состонт из двух частей 21 и 22, соприкасающихся между собой по наклонным уступам, благодаря чему бул имеет возможность сокращения своих размеров нри приложенни усилий к канату 23 и создання трения поверхности бужа о свариваемые обшивки.
Скрепление двух разъемных частей бужа между собой осуществляется с помощью оси 24 и гибкого каната 25, а их поджатие - пружиной 26, предохраняющей от выпадения уступы 27, через сочленения втулок 28 и гибкого каната.
Буж для поверхностей переменной кривизны, который имеет возможность при синхронном перемещении менять радиус кривизны, состоит из гибкого каната 29, к которому прикладывается усилие протягивания, и отдельных секторов 30, 31 и 32, соединенных между собой гибким канатом 33 и поджимаемых пружиной 34 через сочленения втулок 35. От выпадения -пружину удерживает уступ 36, обеспечивающий оптимальный размер бужа, необходимый для сварки.
Сварка осуществляется следующим образом.
Между камерами 2 и 3 устанавливают бужи-фиксаторы 4 и 5, Производят точечную сварку камер с оптимальными заданными расстояниями между всеми поверхностями соприкосновения. После проверки правильности и соосности предварительной прихватки производят окончательную точечную или роликовую сварку площадей соприкосновения. Затем между камерами 1 и 2 устанавливают бужи-фиксаторы 6 и производят предварительную прихватку точечной сваркой. По окончании предварительной прихватки через
буж 8 производят окончательную сварку, и при этом буж 8 перемещается синхронно с движением ролика или электрода во время пауз между сваркой благодаря работе силового привода 12, храпового механизма И и
барабана 9. Барабан 9 перемещает параллельно сварочному бужу сигнал-указатель 17 за канал 18.
Формула изобретения
Приспособление для контактной точечной сварки, преимущественно криволинейных полостей, содержащее группу токопроводящих бужей, связанных между собой и неремещаемых с помощью гибких связей, и механизм контроля положения бужей, отличающееся тем, что, с целью повыщения качества сварки, механизм для контроля положения бужей выполнен в виде указателя, установленного на гибких связях с возможностью перемещения по наружной поверхности свариваемой детали синхронно с бужами от общего привода, при этом длина гибких указателя и бужей одинакова.
Р 20 / /
1
23
22 2
28
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для присоединения тросов к сварочному бужу | 1975 |
|
SU573645A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| Установка для контактной сварки крупногабаритных криволинейных конструкций | 1977 |
|
SU742069A1 |
| Сварочный манипулятор | 1960 |
|
SU135555A1 |
| Газозащитное устройство для сварки | 1978 |
|
SU743809A1 |
| Устройство для автоматической сварки внутренних продольных швов | 1973 |
|
SU458409A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛИНГА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ | 2008 |
|
RU2395376C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Устройство для задания шага между точками | 1985 |
|
SU1315194A1 |
| Устройство для автоматической сварки криволинейных швов | 1975 |
|
SU529036A1 |
30
