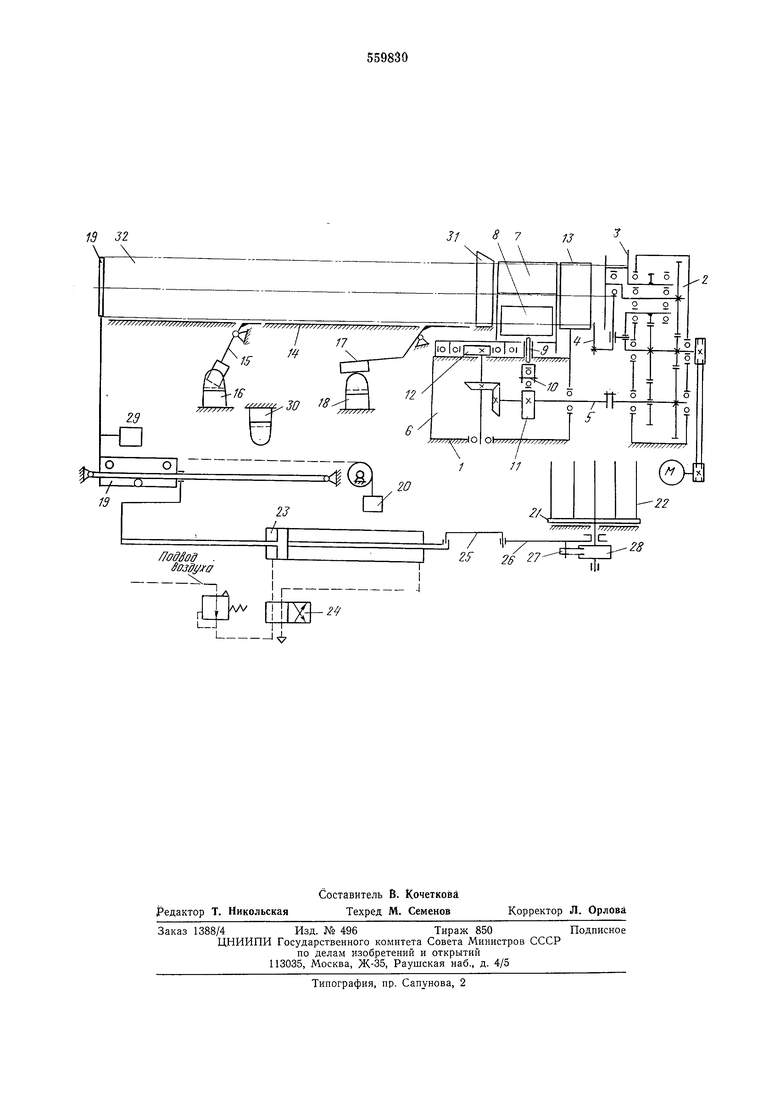
в виде подвижного упора 19 с грузом 20, и поворотным cTOvTOM 21 со штырями 22. Перемещение упора 19 осуществляется от силового цилиндра 23, соединенного с воздухораспределителем 24. Силовой цилиндр 23 через тягу 25 и рычаг 26 с собачкой 27 связан с храповым колесом 28, посаженным на ось поворотного стола 21. Упор 19 имеет 29, контактирующий с конечным выключателем 30 системы управления. На лотке перед подвижным захватом расположена конусная направляющая втулка 31. Автомат работает следующим образом. Заготовка 32 с наклонного стола накопителя заготовок (на чертеже не показан) надает в лоток 14 и нажимает своим весом на флажок 15, который регистрирует наличие заготовки в исходной позиции. 15 своим концом входит в прорезь выключателя 16. При совпадении сигналов флажка 15 наличия заготовки в исходной позиции и флажка 17 конца заготовки подается команда воздухораспределителя 24 на перемещение порщия цилиндра 23 в крайнее правое положение. Левый конец порщня цилиндра 23 освобождает путь подвин ;ному упору 19, правый конец штока через тягу 25 поворачивает рычаг 26 с собачкой 27 относительно оси поворотного стола 21. ОдноврелМенно с перемещением щтока цилиндра 23 движется внраво и подвижный упор 19 посредством груза 20. Подвижный упор подвигает заготовку 32 по лотку 14 во втулку 31, а затем в подвижный захват 7. При движении захвата 7 в исходное положение за счет кулачка 12 нижняя полувтулка 8 находится в нижнем вертикальном положении и захват свободно перемещается по заготовке, последняя поддерживается подвижным упором 19. Затем полувтулка 8 зажимает заготовку 32, взаимодействуя с кулачком И, через рычаг 10 и толкатель 9, после чего кулачок 12 перемещает подвижный захват 7 вправо, и подвижный упор 19 под действием груза 20 движется также вправо на величину хода захвата 7. Таким образом заготовка 32 поступает в неподвижный захват 13, выполненный в виде неразъемной втулки, что дает полное соприкосновение по торцам толкающей и толкаемой заготовок и обеспечивает отрезание колец равной высоты. Как только торец толкающей заготовки будет находиться на расстоянии 4-5 колец от правого торца захвата 13, флажок 29 войдет в паз конечного выключателя 30, который дает сигнал на перемещение поршня цилиндра 23, который в свою очередь через тягу 25, рычаг 26 с собачкой 27 и храповое колесо 28 повернет етол 21 на соответствующий угол, останавливая штырь 22 поворотного стола 21 против петли отрезаемого кольца, а левая часть щтока поршня 23 возвратит подвижный упор 19 в начальное положение. После того, как конец заготовки освободит флажок 17, а еледующая заготовка упадет в лоток 14 и нажмет флажки 15 и 17, -подается команда на движение щтока цилиндра 23 вправо. Заготовка 32 своим торцом толкае предыдущую заготовку по всем точкам окруж ности торца, достигая при этом подачи концг толкаемой заготовки без перекосов в подвижном и неподвижном захватах. После прохождения левого торца толкаемой заготовки 32 через неподвижную втулку 13 стол 21 повернется очередным штырем 22 про тив петли отрезаемого кольца, готовый к при ему колец со следующей заготовки. Далв цикл повторяется. Формула изобретения 1. Автомат для резки колец из эластичных трубчатых заготовок по авт. св. № 435946, отличающийся тем, что, с целью повыщения производительности путем обеспечения непрерывности процесса подачи заготовок, автомат снабжен механизмом слежения за перемещением заготовки, выполненным в виде приводного подвижного упора, и расположенными на лотке для укладки заготовок поворотными флажками, связанными через систему управления с приводом перемещения упора. 2. Автомат по п. 1, отличающийся тем, то он снабжен поворотным столом со щтыями для приема отрезанных колец, привод поворота которого кинематически связан с риводом перемещения подвижного упора. Источники информации, принятые во вниание при экспертизе: 1. Авт. св. № 435946, кл. В 29С 17/14, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для поштучной выдачи заготовок | 1984 |
|
SU1196224A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Цепной привод шаговой подачи заготовок в рабочую зону обрабатывающей машины | 1985 |
|
SU1268255A1 |
| Автоматическое загрузочное устройство | 1973 |
|
SU500021A1 |
| Устройство для отрезания заготовок из керамической массы | 1977 |
|
SU735405A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |