(54) МНОГОПОЗИЦИОННЫЙ СБОРОЧНЫЙ АВТОМАТ
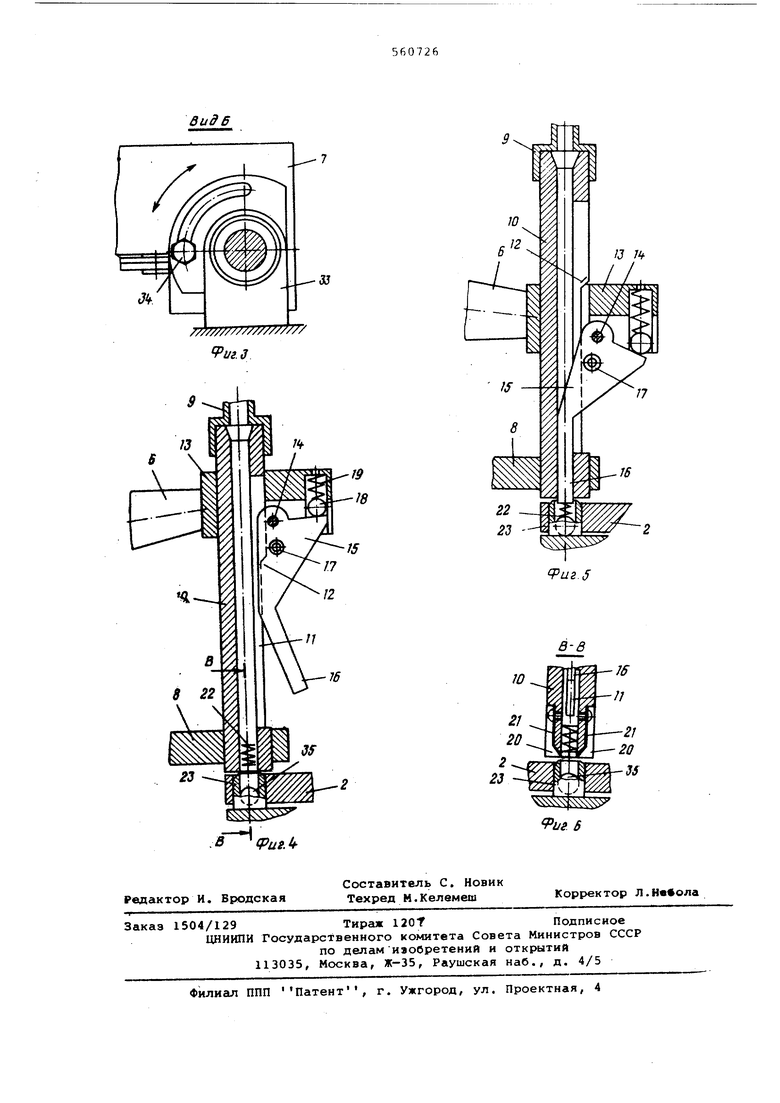
плечо с заталкивающим стержнем 16 контактирует с пружинопроводом 9. На боковой стороне толкателя смонтирован упор 17 В гнезде ползуна 13 установлен шарик 18f подпружиненный пружиной 19. В пазах 20,, выполненных на нижнем торце направляющей 10 пружинопровода закреплены упругие пластины 21, ограничивающие свободное падение навитой пружины 22 и не препятствующие проталкиванию ее стержнем 16 в корпусе 23 собираемой пресс-масленки.
Навивочная головка 7, снабженная роликами 24, 25 для подачи проволоки 26, оправкой 27, отражателем 28 и ножом 29, имеет привод вращения от распределительного вала 30 автомата через цепную передачу и установлена с возможностью поворота вокруг горизонтальной оси, являющейся также осью вала 31 цапфы 32, охватываемой кронштейном 33, имеющим радиусный паз для зажимного болта 34,Собираемая прессмасленка кроме корпуса 23 и пружины 2 имеет шарик 35, который завальцовывают в корпусе.
Для остановки автомата служит конечный выключатель.
Автомат работает следующим образом Поворотный стол 2 циклически перемещает по позициям сборки корпус 23 пресс-масленки, в которой последовательно устанавливаются (с одновременным контролем наличия их) шарик 37 и навитая пружина 22, а затем производится завальдовка корпуса 23.
При вращении вала 30 с помощью роликов 24 и.25, оправки 27, отражателя 28 и ножа 29 из проволоки 26 происходит навивка и отрезка пружины 22, которая беспрепятственно движется по каналу вертикального пружинопровода 9 до отогнутых концов упругих пластинок 21 Затем происходит спускание траверсы 5, а вместе с ней и рычагов 6, под действием которых ползун 13 смещается вниз и пружина 19 поворачивает толкатель 15 до упора одного плеча в стенку канала направляющей 10. При дальнейшем опускании ползуна 13 толкатель 15 досылает навитую пружину 22 в корпус 23 пресс-масленки до сжатия витков В случае отсутствия пружины 22 на позиции сборки рычаг 6 воздействует на конечный выключатель 38, который либо выключает автомат, либо включает электромагнит (на фиг. не показано) сброса корпуса 23 масленки.
После заталкивания пружины 22 и шарика 37 на позициях сборки траверса 5 поднимает рычаги 6. При этом ползун 13 поднимается вверх, упор 17 толкателя 15 наталкивается на угловой уступ 12. Толкатель 15 поворачивается и заталкивающий стержень 16 выходит из прорези 11, освобождая канал направляющей 10 для прохода следующей навитой пружины 22.
Для подналадки навивочной головки 7 Необходимо ослабить болт 36 и подвернуть навивочную головку до упора. Поеле наладки головка опускается в i aбочее положение и стопорится.
Формула изобретения
Многопозиционный сборочный автомат для изделий тида пресс-масленок, содержащий смонтированные на станине
поворотный Ьтол, пружинопитающее устройство с навивочной головкой и пружинопроводом, кинематически связанные с распределительньш валом, о т л и чающийс я тем, что, с целью повышения надежности, навивочная головка установлена с возможностью поворота вокруг оси приводного вала и сопряжена с пружинопроводом, на нижней части которого установлен с возможностью продольного перемещения ползун с толкателем, выполненным в виде двуплечего рычага, одно плечо которого контактирует с пружинопроводом и деталью собираемого изделия, а другое через подпружиненный шарик - с ползуном.
Источники информации, принятые BQ внимание при экспертизе:
1. Авторское свидетельство СССР
435913, кл. В 23 Р 19/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный сборочный автомат | 1990 |
|
SU1691048A1 |
| МНОГОПОЗИЦИОННЫЙ СБОРОЧНЫЙ АВТОМАТ | 1971 |
|
SU435913A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Автомат для изготовления плоских спиральных пружин | 1972 |
|
SU447205A1 |
| Автомат сборки внутренних звеньев втулочнороликовых цепей | 1981 |
|
SU958034A1 |
| Станок-автомат для сборки пресс-масленок | 1961 |
|
SU144121A1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |

ViJS.J
Вид А
. г
