Изобретение от}госнтея к области машиностроення н может быть исиользова гю нрн автоматнчеекой подаче длинномерных заготовок с неременным njaroM в рабочую зону обработки, гганример, для пробивки отверстии.
Известио устройство для периодической подачп заготовок в рабочую зонл, содержа1лсе установЛСниую на основании подвижн - 0 казетку, HccyHiyio упо, планк} для установки переднего конца заготовки и регулпр емые попы, поочередно взаимодейетвхюище с откидным упором, -креплениым на нередней стенке нресса 1.
Известно также етр,ойство для нерпод ческой подачи и тучных заготовок в зону обработки, содержап1ее пе.ремен аюн1уюся но ;алравляюи1им Kcjpnyca тележку и установ.пен)ый на ней программный узел 2.
Цел изобретения - повысить точность подачи заготовок и уупзоетить констрхкнпю :иг 0 раммн(;го зла.
Это достигается тем, что нредла|-аемое устройство снабжено неподвИЖно закрепленlofi ;-ia программно-координатной лиСг-;ейк;л 1 со сменными упорами, установленным на тележке блоком контактных датчиков, взанмодейстаукмл;.Х со смен.ныМИ упорами .п., и также смонтированным на тележке механизмо-м периодического зажима заготовок, име1ОН1.им электромеханический иривод
i зстунаюнпм : действие но от закрепленного на тележке конечного выключателя при его контакте с заготовкой.
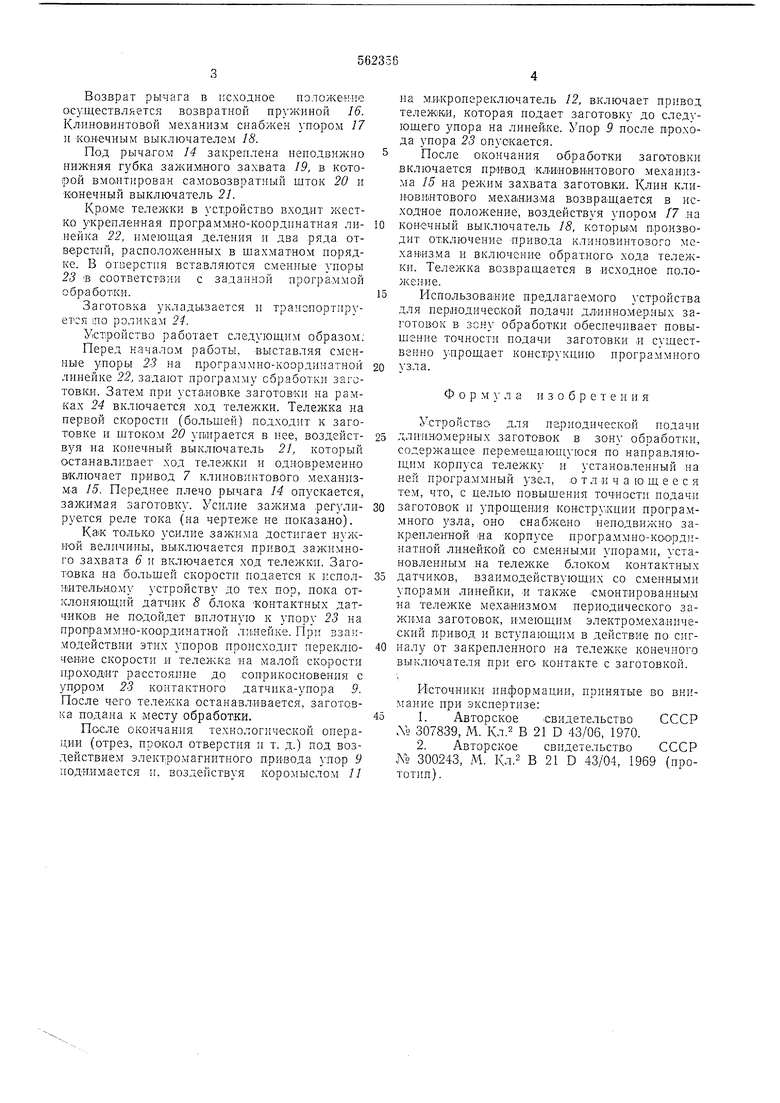
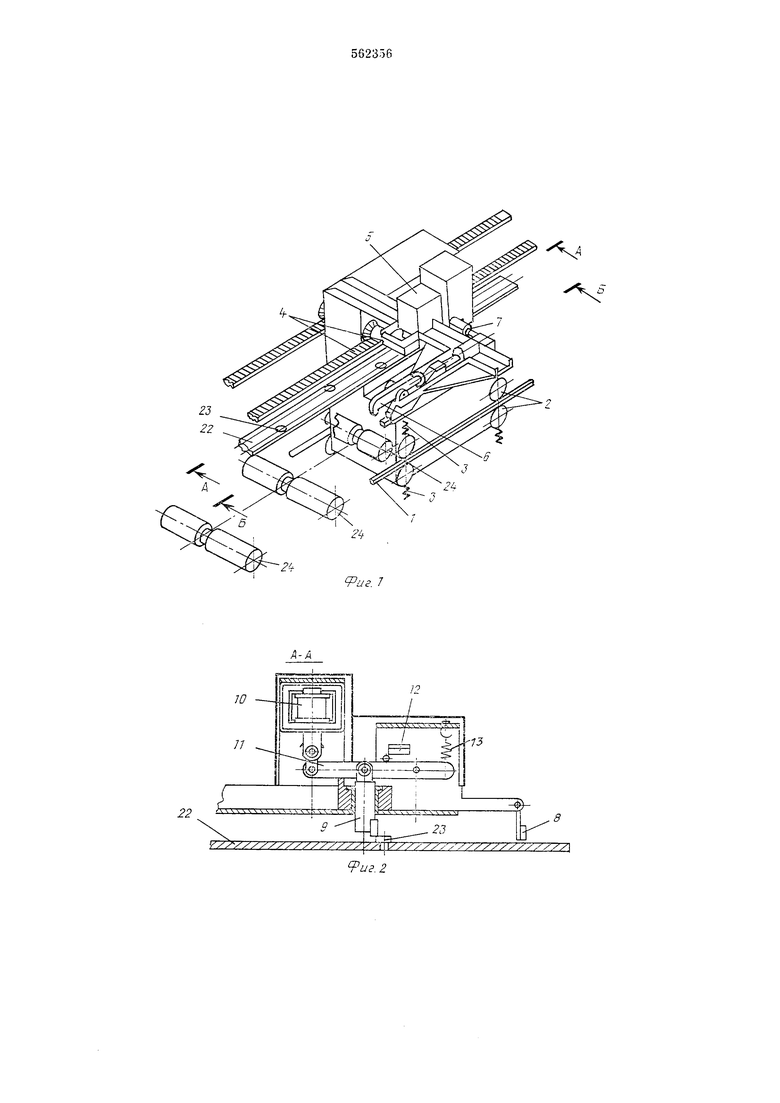
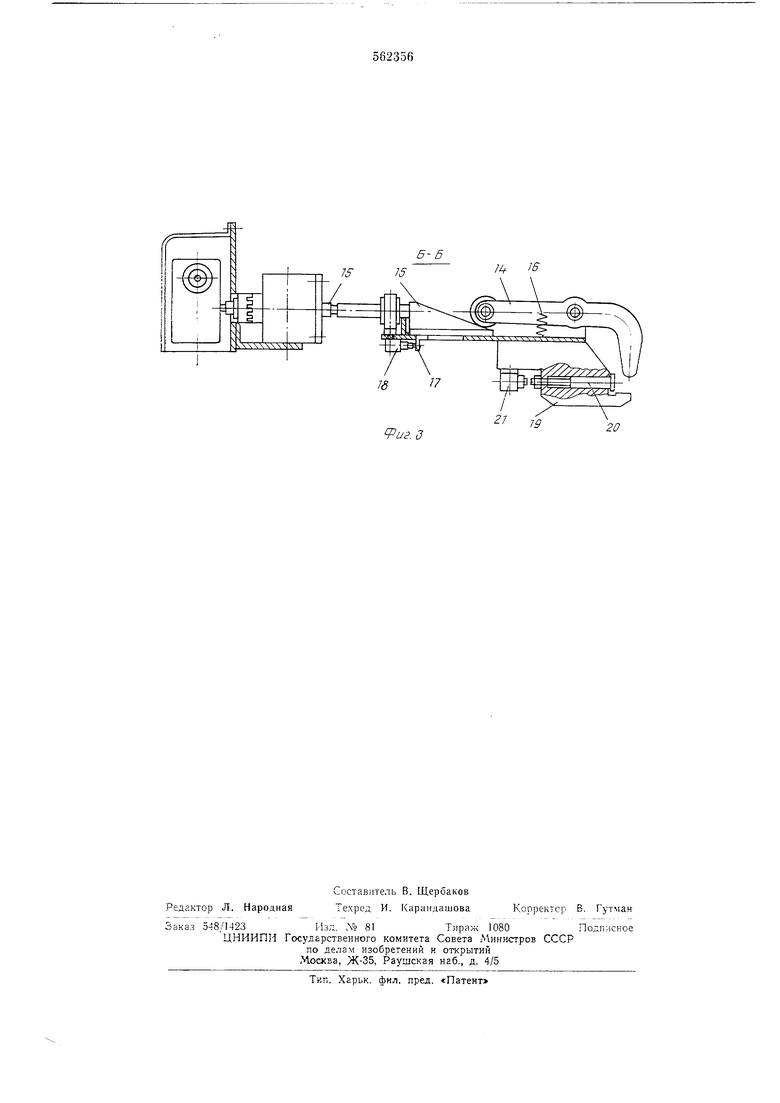
На фн1. 1 изображено :г,;едлагаемое };стройство. обн;ИЙ вид; па фиг. 2 - сечеи1ге А-Л lia djiir. 1; на фиг. 3 - сечение Б-Б ;;й фиг. 1.
cтpoйeтвo представляет собой caNrox xiн но ДБ}.С1;ороетн 1О тележк , неременюние KOTOpoii в горизонтальной плоекостп ос нпестзляется но нанравляюп1им / с номон1ыо колесных нар 2 с нр}-жнннымп амортизатора 1Н 3, под пмаю1ппмн колесные нары к narijniBЛЯЮП1ИМ, и зубчато-реечной нередачп 4.
На тележке Акреплены блок контактных датчпков 5 и зажимной 6 с алектромехапнческ1пг приводом 7.
Блок контакт1 ых л,атчнков снабжен нроходным откло:1Я1О1П:м лОнтактпым датчиком S д,1я осун 1ествле1ия переключен;1Я екоростей ненодв1 жньгм - cvir iKTHhiM датчиком-унором .тля осуп1естБле-;ия оста;10вки тележки, элект; од агнитным н;);lнoдo i If/. ко:У)Мыслом //. ;1.кроперекл10чателел 2 н возв;1атно11 пруЖИ});)Й /
Заж:. захват о снабжен пычагом /т, ; е;1еме Пе,ние .хоторо о ос Н1ествляется под воздеГ Ствнем K.iinioBiiHTOBoro механиз а /5. .а,и..ого в движение злектромохап1 ческим ноивотом 7.
Возврат рычага в исходное положение осуществляется возвратной пружиной 16. КЛИНОБИНТОВОЙ механизм снабжен упором 17 н конечным выключател.ем 18.
Под рычагом 14 закреплена неподвижно нижняя губка зажим ного захвата 19, в ко то;рой вмонтирован самовозвратный шток 20 к конечный выключатель 21.
Кр,ом« тележки в зстройство входит жестко укрепленная программно-координатная линейка 22, имеющая деления и два ряда отверстий, расположенных в щахматном порядке. В отверстия вставляются сменные упоры 23 в соответствии с заданной чарогра.ммой обработгси.
Заготовка уклады,зается и транопортируется по роликам 24.
Устройство работает следующим образом:
Перед началом работы, выставляя сменные упоры 23 на программно-координатной линейке 22, задают программу обработки заготовки. Затем прн установке заготовки на рамках 24 включается ход тележки. Тележка на первой скорости (большей) подходит к заготовке и штоком 20 уоирается в нее, воздействуя на конечный выключатель 21, который останавливает ход тележки и одновременно включает привод 7 клнновинтового механизм.а 15. Переднее плечо рычага 14 опускается, зажимая заготов:ку. Усилие зажлма регулируется реле тока (на чертеже не показано).
только усилие зажима достигает нужной величины, выключается привод зажимного захвата 6 и включается ход тележки. Заготовка на большей скорости подается к лсполнательному устройству до тех пор, пока отклоняющий датчик 8 блОКа контактных датчиков не подойдет вплотную к упору 23 на программно-координатной линейке. При взаимодействии этих упоров происходит переключение скорости н тележка на малой скорости проходит расстоя.нпе до соприкосновения с упрром 23 контактного датчика-упора 9. После чего тележка останавливается, заготовка подана к месту обработки.
После окончания технологической операции (отрез, прокол отверстия и т. д.) под воздействием электромагнитного привода упор 9 поднимается и, воздействуя коромыслом 11
на микропереключатель 12, включает привод тележ1К|И, которая подает заготовку до след ющего зпора на линейке. Упор 9 после прохода упора 23 опускается.
После окончания обработки заготовки включается привод КлиноВИнтового механизма 15 на режим захвата заготовки. Клин клиновинтового механизма возвращается в исходное положение, воздействуя упором /7 на конечный выключатель 18, которы.м производит отключение иривода клиновинтозого механизма и включение обратного- хода тележкн. Тележка возвращается в исходное положение.
Использование предлагаемого устройства для периодической подачи длинномерных заготовок в зону обработки обеспечивает повышен ие точности подачи заготовки .и существенно упрощает конструкцию нрограммного узла.
Ф о р м } л а изобретения
Устройство для периодической подачи длинномерных заготовок в зону обработки, содержащее перемещаюи1,у1ося по направляющим корпуса тележку и установленный на ней программный узел, отличающееся тем, что, с целью повышения точности подачн заготовоК н упрощения конструкции программного узла, оно снабжено ненодвижно закрепленной на корпусе программно-коОрдинатной линейкой со сменными упорами, установленным на тележке блоком контактных датчиков, взаимодействующих со сменными, упорами линейки, -и также Смонтированны-м на тележке механ измом периодического зажима заготовок, Имеющим электромеханический привод и вступающим в действие по сигналу от закрепленного на тележке конечного выключателя при его контакте с заготовкой.
Источники информации, принятые во внимание при экспертизе:
1.Авторское Свидетельство СССР Л« 307839, М. Кл.2 В 21 D 43/06, 1970.
2.Авторское свидетельство СССР Л 300243, М. Кл.2 В 21 D 43/04, 1969 (прототнп).
ii23
Vus. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Устройство для остановки перегрузочной тележки | 1972 |
|
SU438594A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Система управления координатно-пробивным прессом | 1988 |
|
SU1602748A1 |
| Устройство для раскроя и сбрасывания длинномерных стержневых заготовок | 1980 |
|
SU969473A1 |
| Устройство к ножницам для укладки листовых заготовок в стопу | 1986 |
|
SU1318353A1 |
| МЕЖСТАНОЧНЫЙ МНОГОСЕКЦИОННЫЙ НАКОПИТЕЛЬ | 1989 |
|
RU2044615C1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1989 |
|
SU1782890A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1986 |
|
SU1409382A1 |
Б- Б 15
