клиновой поверх,но:стыо соседних секторных вставок, упругие элементы - плоские кольцевые пружины 9, закрепленные на кли1НО.вых секторах 8 посредством -накладок 10.
Штамп работает следуюпи1М образом.
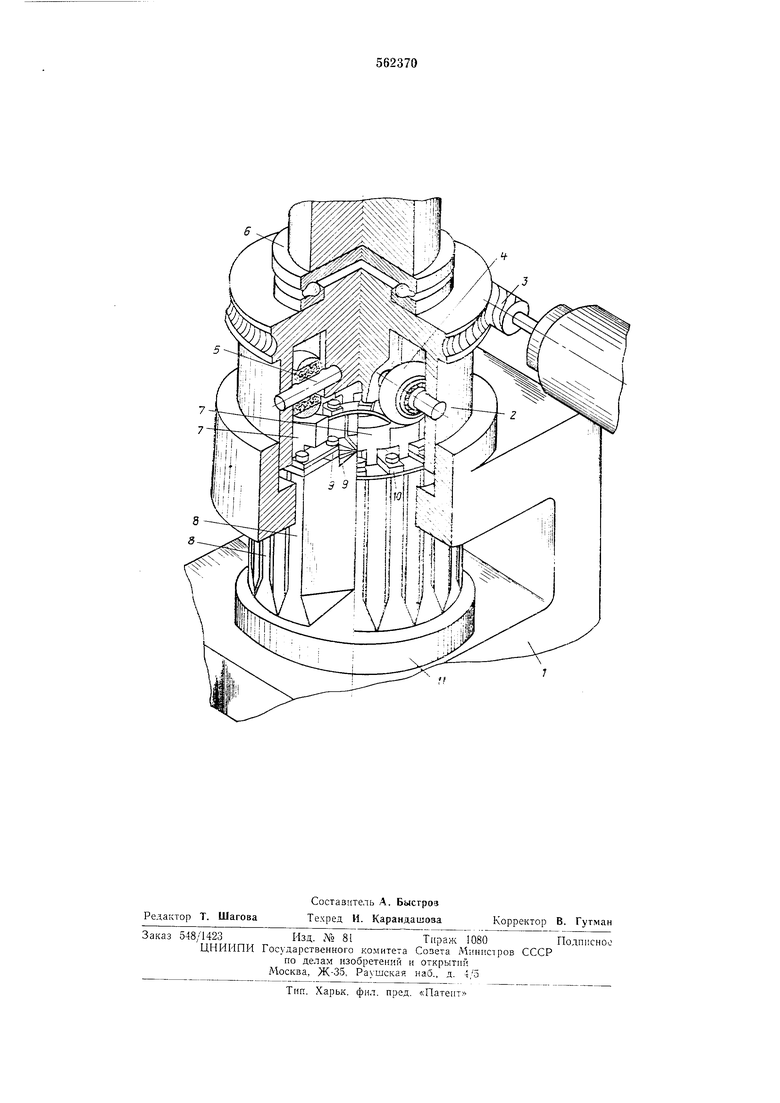
Усилие деформации через упорный подшипшгк 6 передается к стакану 2. Одновременно с этим стакан 2 от привода 3 поворачи-вается относительно собственной оси, а тел.а качения 4 по.очередио передают усилие деформации на подвижные в вертикальном направлении секторные вставки 7. Секторные вставки 7, пер1емещаясь от усилия деформации В вертикальном на.правлени, взаимодейств}ют двусторанним клиновым скосом с сопряжениымИ клиновыми секторами 8. Под их воздействием сопряженные клиновые секторы 8 совершают перемещение в вертикальном ваправленил и в горизонтальном с выделением сдвигающих усилий в очаге деформаций заготовки П. При поочередном обкатывании роликов по на1клон1ным поверхностям вставок 7 клиновые секторы 8 поочередно вдавл иваются в материал заготовки // с одновременным выделением зна.копеременных сдвитающих составляющих деформации. Амплитуда и частота сдвигов в очаге деформации изменяется в широком диа иазон1е в зависимости от соотношения между скоростью приложения рабочего усилия и скоростью обкатываиия секторных вставок роли1кам,и.
Кольцевые пружвны 9 обеспечивают подвижность клиновых секторов 8 и целостность конструкции пуансона.
Эффективн.с,сть ирименэния штампа в проИзводстве достигается за счет создания локальных знакопеременных сдвигающих усилий в очаге деформации, что позволяет значительно повысить качество изделий.
Формула изобретения
1.Штамп для горячей щтамновки поковок, содержащий верхнюю ,и нижнюю плиты со смонтированными в них соответственно пуансонодержателем с соосно установленным пуансоном, выполненным в виде набора радиально размещенных клНновых секторов, установленных в корпусе с возможностью вертикального иеремещения, и матрицей, а также механизм передачи усилия деформирования на поковку, о т л и ч а ю щ и и с я тем, что, с целью повышения качества получаемых заготовок, он снабл ен подвижными 3 вертикально.м направлении секторным ; BCTHBKa.vfH с двусторонним клиновым скосом, размещенными в зазорах между клиновыми секторами и связанными между собой посредством упругих элементов, при этом боковые поверхности каждото агз клиновых секторов со стороны р.абочего торца вы.нолнены сопрятаЕощиМися с клиновой поверхностью соседних секторных вставок.
2.Штамп по п. 1, о т л и ч а ю щ и и с я
тем, что упругие элементы выполнены в виде плоских кольцевых пружин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей штамповки заготовок | 1976 |
|
SU564076A1 |
| Штамп для горячей штамповки | 1975 |
|
SU533438A1 |
| Штамп для горячей штамповки | 1975 |
|
SU541561A1 |
| Способ обработки биометаллических штампов | 1975 |
|
SU558948A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Штамп для горячей штамповки | 1976 |
|
SU573251A1 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Узел захвата заготовки устройства для непрерывного гидростатического прессования | 1986 |
|
SU1382567A1 |
| Заготовка для горячей объемной штамповки биметаллических штамповочных вставок | 1976 |
|
SU610602A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |