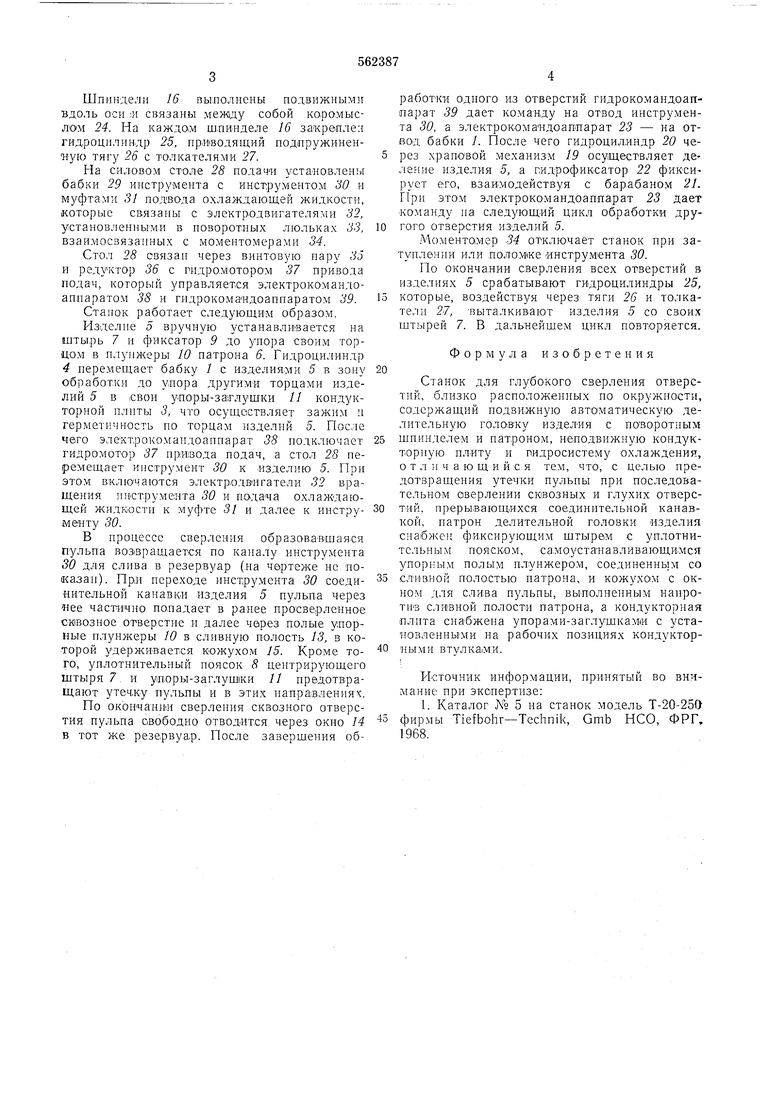
Шпиндели 16 выполнены подвижными вдоль оси ;и связаны меадду собой коло.мыслом 24. На каждом ш.пинделе 16 закреплем гидроциливдр 25, приводящий подпружинениую тягу 26 с толкателями 27.
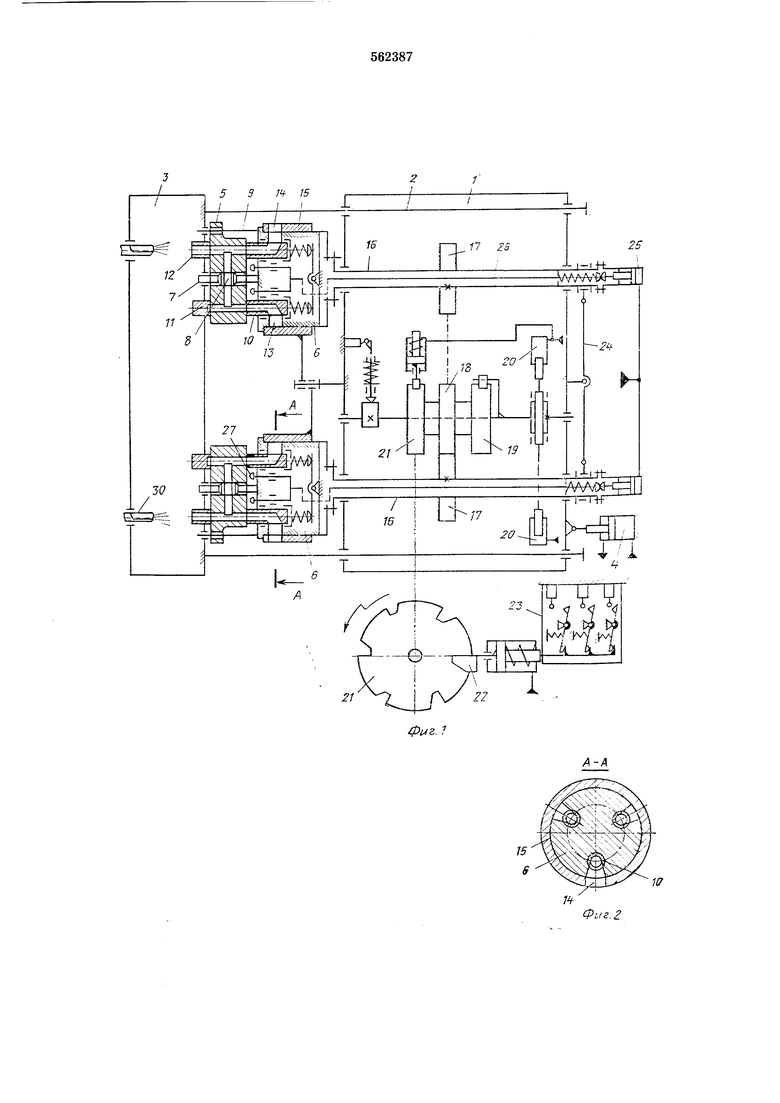
На силовом столе 28 подачи установлены бабки 29 инструмента с инструментом 30 и муфтами 31 подвода охлаждающей жидкости, которые связаны с электродвигателями 32, установленными в поворотных люльках 33, взаимосвязанных с моментомерами 34.
Стол 28 связан через винтовую пару 35 и редуктор 36 с гидромотором 57 привода подач, который управляется электрокомандоапнаратом 38 и гидрокомандоаппаратом 39.
Станок работает следующим образом.
Изделие 5 вручную устанавливается на штырь 7 и фиксатор 9 до унора своим торцом в нлуижеры 10 патрона 6. Гидроцилиндр 4 перемещает бабку / с изделиями 5 в зону обработки до унора другими торцами изделий 5 в свои уцоры-заглушки 11 кондукторной плиты 3, что осуществляет зажим герметичность но торцам изделий 5. После чего эле ктрокомандоаипарат 38 подклЕочает гидромотор 37 привода подач, а стол 28 перемеЕцает инструмент 30 к изделию 5. При этом включаются электродвигатели 32 вращения инструмента 30 и подача охлаждающей жидкости к муфте 31 и далее к инструмеиту 30.
В процессе сверления образовавшаяся пульпа возвращается по каналу инструмента 30 для слива в резервуар (па чертеже ие ноказаи). При переходе инструмента 30 соединительной канавки изделия 5 пульп.а через -нее частично поладает в ранее просверленное смвозное отверстпе и далее через полые упорные плунжеры 10 в сливную полость 13, в которой удерживается кожухом 15. Кроме того, уплотнительный поясок 8 центрирующего штыря 7. и упоры-заглуплки 11 предотвращают утеч.ку пульпы ц в этих иапра|Влениях.
По окоичашш сверления сквозного отверстия пульпа овободно отводится через окно 14 в тот же резервуар. После завершения обработки одного из отверстий гидрокомандоап(парат 39 дает команду на отвод ииструмента 30, а электрокомандоап парат 23 - на отвод бабки 1. После чего гидроцил.и.идр 20 через храповой механизм 19 осуществляет деление изделия 5, а пидрофиксатор 22 фиксирует его, взаимодействуя с барабаном 21. При этом электрокомапдоаппарат 23 дает команду на следующ-ий цикл обработки другого отверстия изделий 5.
Моментомер 34 отключает станок при затуплении или полом1ке инструмента 30.
По окончании сверления всех отверстий в изделиях 5 срабатывают гидроцилиндры 25, которые, воздействуя через тяги 26 и толкатели 27, выталкивают изделия 5 со своих штырей 7. В дальнейшем цикл повторяется.
Формула изобретения
Станок для глубокого сверления отверстий, близко расположенных по окружности, содержащий подвижную автоматическую делительную головку изделия с поворотным шпинделем и патроном, неподвижную кондукторную плиту и гидросистему охлаждения, отличаюшийся тем, что, с целью предотвращеиия утечки пульпы при последовательном сверлении сквозных и глухих отверстий, прерывающихся соединительной канавкой, патрон делительной головки «зделия снабжен фиксирующим штырем с уплотнительным пояском, са.моуста-навливающимся упорным полым плунжером, соединенном со слнвной полостью патрона, и кожухо М с окном для слива пульпы, выполненным напротив СЛИ1ВНОЙ полости патропа, а кондукторная плпта снабжена упорами-заглушками с установленными на рабочих позициях кондукторными втулками.
Источник информации, принятый во внимание при экспертизе;
1. Каталог № 5 на станок модель T-20-25f фирмы Tiefbohr-Technik, Gmb НСО, ФРГ, 1968. 5 9 f J5 17 Zi Y/Y tAji.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный автомат для глубокого сверления | 1974 |
|
SU564106A1 |
| Многопозиционный алмазно-расточный станок | 1972 |
|
SU559780A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Устройство для направления кондукторной плиты | 1987 |
|
SU1491625A1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Резьбошлифовальный станок | 1984 |
|
SU1288001A1 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| Устройство для направления инструмента с подводом смазочно-охлаждающей жидкости (СОЖ) при глубоком сверлении | 1985 |
|
SU1348079A1 |
29
фиг-3
