(54) СПОСОБ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ

1
1-1зобретение относится к абразивной об работке и может быть использовано при шлифовке и полировке оптических деталей с асферическими поверхностями.
Изьестны способы обработки оптических деталей с применением возвратно-поступательного-движения детали, взаимосвязанного с ее качательным движением вокруг осп, проходящей через середину ее образу-в ющей, а также возвратно-поступательно- го перемещения гибкого инструмента ij.
Однако известным способом нельзя обрабатывать различные участки асферичес™ кой поверхности, удаленные от оси вращения образующей, хорды которых распопожены по/- различными углами к осч вра. этой образующей и под углом между собой в различных меридиональных сечениях.
Цель изобретения - расширение диапазона обработки удаленных от оск вращения образующей участков асферической поверхности.
Достигается она тем, что обрабатываемой детали одновременно с ее возвратнопоступательным юремещением в одном н правлении сооощают связанное с ним возвратно-поступательное перемещение в перпендикулярном направлении, при этом взаимосвязь всех движений деталей осуществляют в соответствии со следующими зависимостями:
у г
. Z If arc &(ri - j
где у,Z - величины возвратно поступательных перемещений обрабатываемой детали в двух взаимно перпендикулярных напра&лениях,
Ч - угол качания детали, ( - расстояние между осью вращения образующей и осью качания обрабатываемой детали,
а ось качания детали располагают под острым углом (Р к хорде ее образующей,, равным
. 90°-afc 5ш,
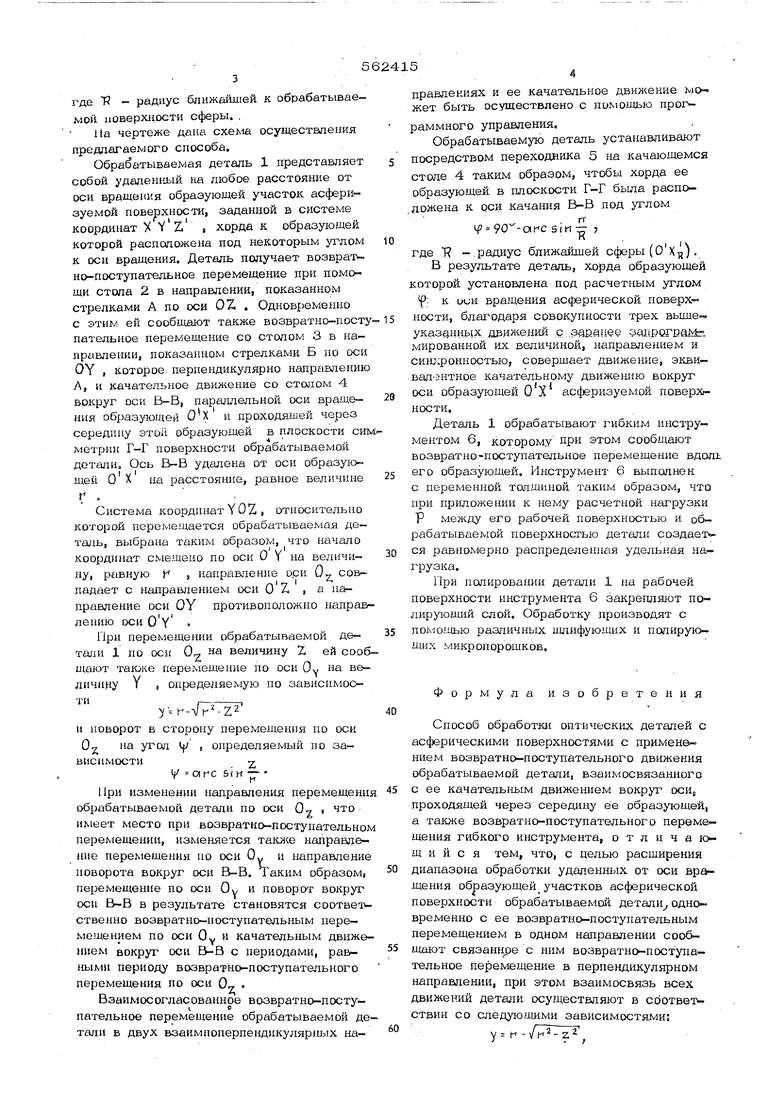
К где 1 - радиус ближайшей к обрабатываемой jiOBepxiiocTH сферы. . lia чертеже дана схема осуществления предлагаемого способа. Обрабатываемая 1 представляет собой удаленн ш на любое расстояние от оси вращения образующей участок асферизуемой поверхности, заданной в системе координат X YZ. хорда к образующей которой распсяожена под некоторым углом к оси вращения. Деталь получает возвратно-поступательное перемещение при помощи стола 2 в направлении, показанном стрелками А по оси OZ . Одновременно с этим ей сообщают также возвратно-пост пательное перемещение со столом 3 в напрс1влении8 показанном стрелками Б по оси OY , которое.перпендикулярно направлению Л, и качательное движение со столом 4 вокруг оси В-В, параллельной оси вращения образjqomefl и проходяшей через середину этой образующей в плоскости си метрии Г-Г поверхности обрабатываемой детали. Ось удалена от оси образующей О X на расстояние, равное величине Г Система координат Y OZ , относительно которой перемещается обрабатываемая деталь, выбрана таким образом, что начало координат смещено по оси О Y на величину, равную ( 5 направление ори 0 совпадает с направлением оси О Z. , а нагнравдение оси OY противоположно направ лению оси О у При перемещении обрабатываемой детали 1 по оси 0 из величину Z ей сооб ишют также перемеще ше по оси Оу на величину Y , определяемую по зависимости,, t -Vt--Z2 и поворот в сторону перемещения но оси О , на Ц S определяемый по зависимости2V О1гс sin При изменении направления перемещени обрабатываемой детали по оси 0 что имеет место при возвратно-поступательно перемещении, изменяется таюке направление перемещения но оси О у и направление поворота вокруг оси В-В. Таким образом, перемещение по оси О у и поворот вокруг оси В-В в результате становятся соответственно возвратно-поступательным перемещением по оси OY и качательным движе нием вокруг оси EJ-B с периодами, равными периоду возвратно-поступательного перемещения по оси Q , Взаимосогласованное возвратно-поступательное перемещение обрабатываемой де тали в двух взаимноперпендикулярных направлениях и ее качательное движение может быть осуществлено с помощью программного управления. Обрабатываемую деталь устанавливают посредством переходника 5 на качающемся столе 4 таким образом, чтобы хорда ее образующей в плоскости Г-Г была распо.ложена к оси качания В-В под углом ф (гс sin- 7 где Т -.радиус ближайщей сферы (Ох), В результате деталь, хорда образующей которой установлена под расчетным углом Р; к оси вращения ас(})ерической поверхности, благодаря совокупности трех выше-, указанных движений с.. запрограгу -. мированной их величиной, направлением и син фонностью, соверщает движение, экви- валэнтное качательному движению вокруг оси образующей О X асферизуемой поверхгности. Деталь 1 обрабатывают гибким инструментом 6, которому при этом сообщают возвратно-поступательное перемещение вдоль его образующей. Инструмент 6 выподнен с переменной толщиной таким образом, что при приложении к нему расчетной нагрузки Р между его рабочей поверхностью и обрабатываемой поверхносхгью детали создает ся равномерно распределенная удельная нагрузка. При полировании детали 1 на рабочей поверхности инструмента 6 закрепляют полирующий слой. Обработку производят с помощью различных шлифующих и полирующих микропорошков. Формула изобретения Способ обработки оптических деталей с асферическими поверхностями с применением возвратно-поступательного движения обрабатываемой детали, взаимосвязанного качательным движением вокруг осц, проходящей через середину ее образующей, а также возвратно-поступательного перемещения гибкого инструмента, о т л и ч а ю- щ и и с я тем, что, с целью расширения диапазона обработки удаленных от оси вращения образующей участков асферической поверхности обрабатываемой дeтaли одновременно с ее возвратно-поступательным перемещением в одном направлении сообщают связаннд)е с ним возвратно-поступательное перемещение в перпендикулярном направлении, при этом взаимосвязь всех движений детали осуществляют в соответ ствии со следующими зависимостями:
