Изобретение относится к абразивной обработке асферических поверхностей оптических деталей, применяемых в оптико-механических и оптико-электронных приборах. Известен инструмент для обработки оптических деталей с асферическими поверхностями, выполненный в виде гибкого лепестка, который состоит по высоте из ряда пластинок, скрепленных между собой с возможностью при изгибе взаимно относительного сдвига по поверхности их соприкосновения I. Вследствие выполнения поверхностей боковых сторон инструмента плоскимидля обеспечения съема равномерного слоя стекла в момент получения заданной асферической поверхности необходимо удельное давление вдоль образующей делать неравномерным, что приводит к неравномерному износу рабочей поверхности инструмента, а следовательно, к снижению точности обработки. Целью изобретения является повышение точности асферизации путем обеспечения равномерности и стабильности удельного давления в зоне обработки. Для этого в известном инструменте поверхности боковых сторон пластинок инструнта выполнены как след прямой линии, рпендикулярной к плоскости, касательной рабочей поверхности инструмента и паралльной к хорде его образующей и лвк уейся по кривой, описываемой зависимосми:Н у4 е Z - координата текущей точки кривой боковой стороны пластинки инструмента относительно оси его симметрии; , УК - ординаты соответственно в теку щей и крайней точках образующей асферической поверхности детали; YK - половина угла между проекциями линий, соединяющих две противоположные крайние точки на боковых сторонах инструмента с осью вращения детали, на диаметральную плоскость; Vn - скорость возвратно-поступательноного перемещения инструмента вдоль образующей асферической поверхности детали; , УК -окружные скорости, соответственно, в текущей и крайней точках
.:.
-.
образующей асферической гговерхности детали;
S - расстояние между начальной и те. кущей точками инструмента вдоль , его образующей; У - первая производная от функции образующей асферической поверхности детали У {х);
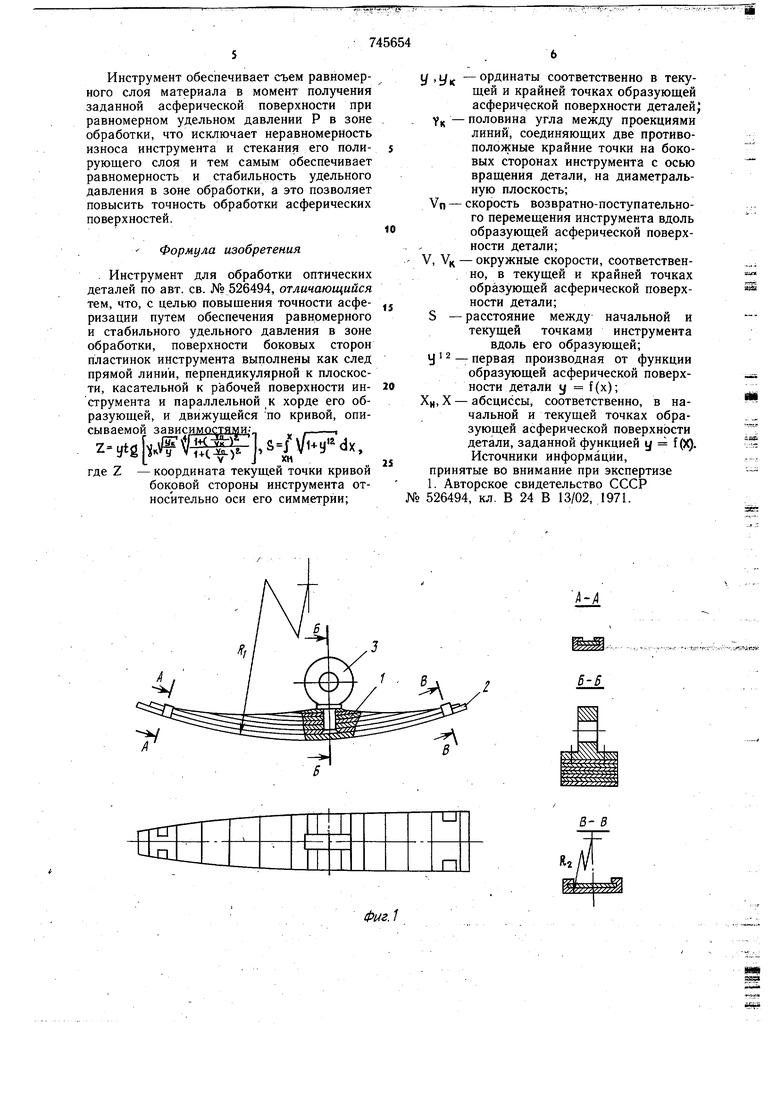
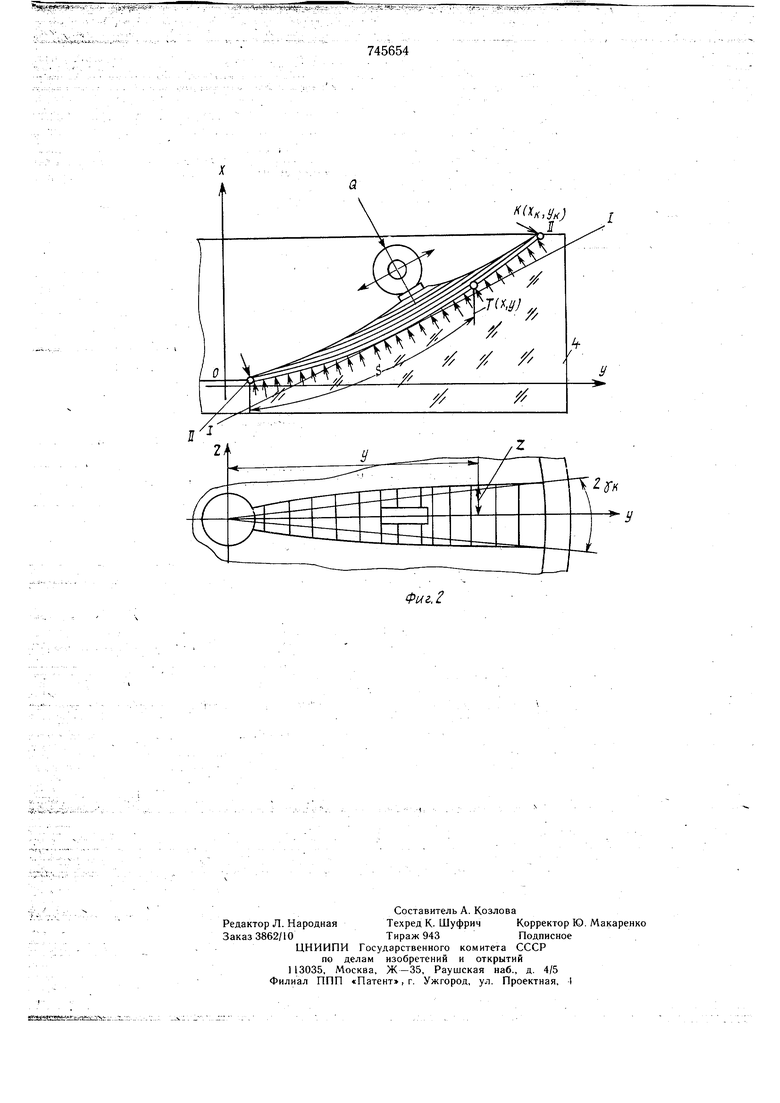
Хн, X - абсциссы, соответственно, в начальной и текущей точках образующей асферической поверхности детали, заданной функциейу f(x). На фиг. 1 изображен предложенный инструмент в двух проекциях и в сечениях А-А, Б-Б и В-В; на фиг. 2 -инструмент в рабочем положении в двух проекциях. Инструмент выполнен по высоте «з ряда пластинок 1 и 2, скрепленных локально с возможностью при изгибе сдвига одна, относительно другой по noBepxHoCtH их взаимного касания. Пластинки 1 прикреплены к ушку 3, пластинка 2 - к соприкасающейся с ней пластинкой 1. Это крепление может бь1ть выполнено либо на одном Ыесте в виде жесткого соединения, либо ,на двух удаленных одно от другого местах, нона одном
С возможностью продольного сдвига вдоль
лепестка (см. разрез А-А), а на другом - в виде жесткого соединения (см. разрез В-В).
Связь пластинок 2 и Г с возможностью сдвига вдоль лепестка осуществлена тем, что на боковой стороне пластинки 2 сделаны выступы, при изгибе охватывающие предыдущую пластинку 1 С двух сторон.
Жесткое соединение пластинок 1 и 2 может быть выполнено как разъейНым,так и неразъемным. При разъемном соединении на боковой стороне пластинки 1 делают пазы, а на пластинке 2 соответственно вы.ступы. При скреплении пластинок 1 и 2 эти выступы изгибают, совмещая их с соответствующими пазами. При неразъемном же соединении пластинки 1 и 2 скрепляют, например, контактной сваркой.
Пластинки 1 сверху и с боковых сторон защищены эластичной пленкой для предотвращения попадания абразивной суспензии между ниМи.
Поверхности боковых сторон пластинок 1 и 2 инструмента выполнены как след прямой линии, перпендикуля 5ной к плоскости I-I и движущейся по кривой. Плоскость I-I является касательной к рабочей ггбВёрхНости инструмента и параллельна к хорде И-II его образующей. Коо рдинаты любой точки кривой поверхности боковой стороны инстру; мента относительно оси симметрии ОУ определяют, исходя из условий, что объём снимаемого равномерного слоя материала по зонам обрабатываемой поверхности пропорционален затраченной механической работе в соответствующих зонах этой поверхности
. - -- - - -:,;-- .:
a saisef- ; : -
i ieaseea -sivr.;
745654
при равномерном удельном давлении вдоль , образующей, по следующед зависимости
о
Для каждой текущей координаты Z опре5 деляют соответствующее ей значение расстояния S между начальной и текущей точками инструмента вдоль его образующей по следующей зависимости
S 01 + у 2 dx. .. - (2)
При подстановке в формулу (1) исход йых данных У, УК, УК, Vq, V и V вычисляют только одну координату, определяющук) точку кривой боковой стороны инструмента на расстоянии от его начальной точки Н до текущей Т вдоль его образующей, определяемом по уравнению (2) интегрированием и подстановкой исходных данных Хн и X., После многократных подстановок получают значения для построения кривой линии, боковой стороны инструмента.
Радиус R образующей инструмента преимущественно выбирают равным максимальному радиусу кривизны образующей обрабатывае1у1ой поверхности при обработке вогнутых или минимальному - при обработке выпуклых поверхностей, а Ra - равным или близким радиусу кривизны обрабатываемой поверхности в сагитальной плоскости.
Инструмент рассчитывают, исходя из условий постоянства удельных давлений между его рабочей поверхностью и обра- , батываемой поверхностью детали в момент 0 получения им расчетной геометрической формы. Это достигается тем, что поверхности боковых сторон пластинок выполняют по определенной кривой, а вдоль лепестка эти пластинки выполняют переменной длины, при этом длина каждой следующей пластинки меньще предыдущей, счит я от пластинки 2. При расчете определяют количество пластинок, а также их толщину и длину.
При перемещении инструмента д. .i полирования оптических деталей к пластинке 2 0 прикрепляют полирующий слой с использованием промежуточного эластичного слоя резины.. .
Инструмент работает следующим образом.
Пластинки 1 и 2 под рабочей нагрузкой Q приложенной к инструменту через ущко 3, с одной стороны, и равномерно распределенным давлением Р между поверхностями обрабатываемой детали 4 и инструмента, с другой стороны, получают упругую деформацию. При этом происходит сдвиг относительно друг друга по поверхности взаимного касания как пластинок 1 между собой, , так и пластинки 2 со соприкасающейся с ней пластинкой 1. Эластичная пленка защищает пластинки от попадания между поверхностями их взаимного касания абразивной суспензии, подаваемой в зону обработки в процессе шлифования и полирования.
Инструмент обеспечивает съем равномерного слоя материала в момент получения заданной асферической поверхности при равномерном удельном давлении Р в зоне обработки, что исключает неравномерность износа инструмента и стекания его полирующего слоя и тем самым обеспечивает равномерность и стабильность удельного давления в зоне обработки, а это позволяет повысить точность обработки асферических поверхностей.
Формула изобретения
. Инструмент для обработки оптических деталей по авт. св. № 526494, отличающийся тем, что, с целью повышения точности асферизации путем обеспечения равномерного и стабильного удельного давления в зоне обработки, поверхности боковых сторон пластинок инструмента выполнены как след прямой линии, перпендикулярной к плоскости, касательной к рабочей поверхности инструмента и параллельной к хорде его образующей, и движущейся по кривой, описываемой зависимостями: ,
z-«ts fr /,s..
где Z - координата текущей точки кривой боковой стороны инструмента относительно оси его симметрии;
УУк -ординаты соответственно в текущей и крайней точках образующей асферической поверхности деталей
YK - половина угла между проекциями линий, соединяющих две противоположные крайние точки на боковых сторонах инструмента с осью вращения детали, на диаметральную плоскость;
Vn - скорость возвратно-поступательного перемещения инструмента вдоль образующей асферической поверхности детали;
V, YH - окружные скорости, соответственно, в текущей и крайней точках образующей асферической поверхности детали;
S -расстояние между начальной и текущей точками инструмента вдоль его образующей;
У -7 первая производная от функции образующей асферической поверхности детали у f(x); XH, X - абсциссы, соответственно, в начальной и текущей точках образующей асферической поверхности детали, заданной функцией у f (X). Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР 526494, к-7, В 24 В 13/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Устройство для обработки оптических деталей | 1983 |
|
SU1098765A1 |
| Способ обработки асферических поверхностей оптических деталей | 1980 |
|
SU865619A1 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Способ асферизации оптических поверхностей вращения | 1982 |
|
SU1016139A1 |
| Инструмент для обработки оптических деталей | 1971 |
|
SU526494A1 |
| Устройство для получения асферических поверхностей оптических даталей | 1977 |
|
SU701772A2 |
| Способ обработки оптических деталей с асферическими поверхностями | 1975 |
|
SU562415A1 |
А-А
5-Б
dM
В- В
Фиг.1
f(X,i/x}т
