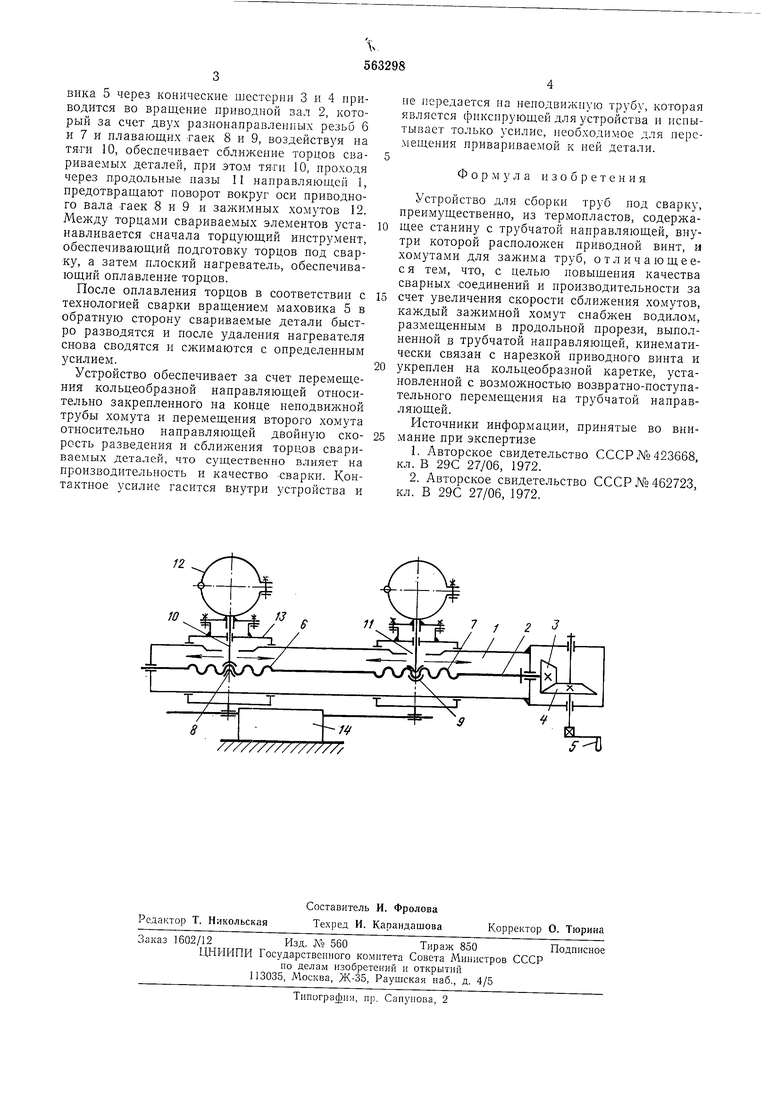
вика 5 через конические шестерни 3 и 4 приводится во вращение приводной зал 2, который за счет двух разнонаправленных резьб 6 и 7 и плавающих гаек 8 и 9, воздействуя на тяти 10, обеспечивает сближение торцов свариваемых деталей, при этом тяни 10, проходя через продольные пазы И направляюш,ей 1, предотвращают новорот вокруг оси приводного вала гаек 8 и 9 и зажимных хомутов 12. Между торца.ми свариваемых элементов устанавливается сначала торцующий инструмент, обеспечивающий подготовку торцов под сварку, а затем плоский нагреватель, обеспечивающий оплавление торцов. После оплавления торцов в соответствии с технологией сварки вращением маховика 5 в обратную сторону свариваемые детали быстро разводятся и после удаления нагревателя снова сводятся и сжимаются с определенным усилием. Устройство обеспечивает за счет леремещения кольцеобразной направляющей отноеительно закрепленного на конце неподвижной трубы хомута и перемещения второго хомута относительно направляющей двойную скорость разведения и сблил ения торцов свариваемых деталей, что сзщественно влияет на производительность и качество сварки. Контактное усилие гасится внутри устройства и не передается па неподви кпую труоу, которая является фиксирующей для устройства и спытывает только усилие, необходимое для перемещения привариваемой к ней детали. Формула изобретения Устройство для сборки труб под сварку, преимущественно, из термопластов, содержащее станину с трубчатой направляющей, внутри которой расположен приводной винт, и хомутами для зажима труб, отличающееся тем, что, с целью повыщения качества сварных -соединений и производительности за счет увеличения скорости сближения хомутов, каждый зажимной хомут снабжен водилом, размещенным в продольной прорези, выполненной в трубчатой направляющей, кинематически связан с нарезкой приводного винта и укреплен на кольцеобразной каретке, установленной с возможностью возвратно-поступательного перемещения на трубчатой направляющей. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №423668, кл. В 29С 27/06, 1972. 2.Авторское свидетельство СССР № 462723, кл. В 29С 27/06, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Устройство для сварки труб из термопластов | 1976 |
|
SU574341A1 |
| Устройство для контактной сварки труб из термопластов | 1980 |
|
SU912524A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1597291A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1454722A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1451046A1 |
| Устройство для контактной сварки труб из термопластов | 1981 |
|
SU956283A1 |
/2
///////////7/7//
