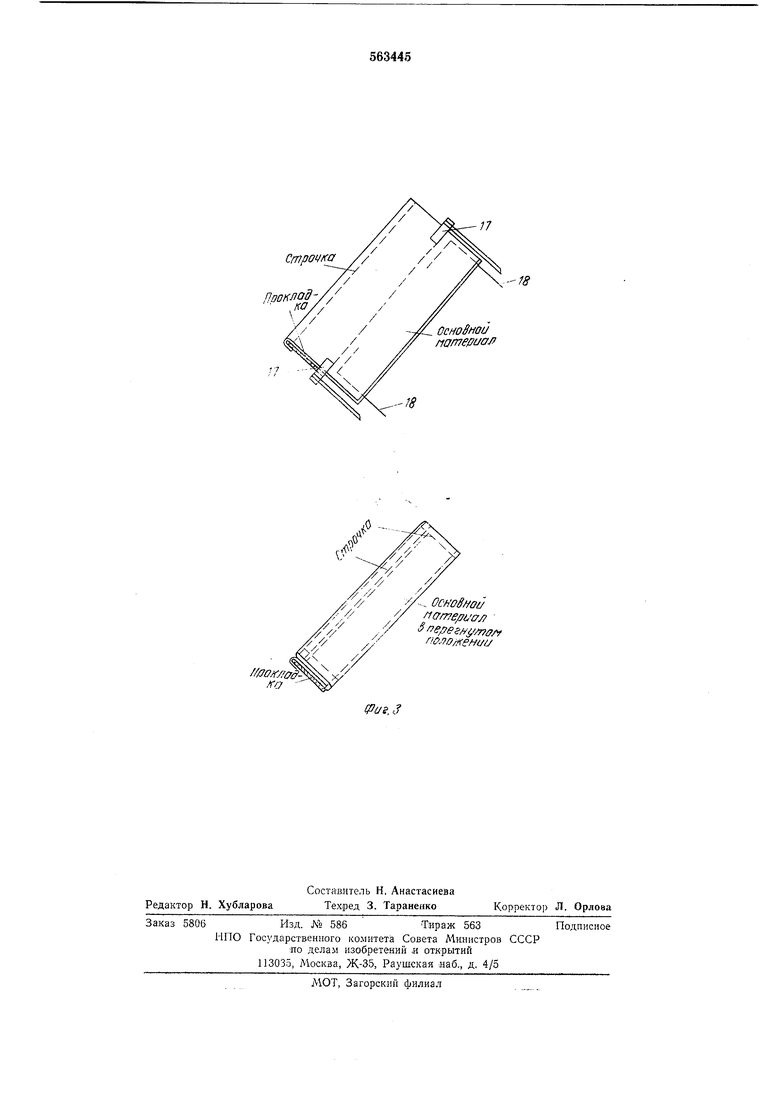
головки I-3; париодичеоки поворачивающийся стол 4, несущий приспособления 5-8 для закрепления прокладки и основной тка«и с устройством 9 для продольной перегибки, рубильЕик 10 для внутренней подгибки края ткани, привод 11 стола 4, укладчик 12 и систему управления. Швейяые головки 1-3 челночного типа с автоматической обрезкой ниток в конце строчки снабжены индивидуальным электродвигателем 13 и установлены на подвижных каретках 14 и 15 для возвратно-поступательного перемещения. Привод кареток осуществлен о г гидроцилвндров. Устройство 9 для продольной перегибки основной Т1кани выполнено в виде подпружиненных пружиной 16 боковых прижимов 17 и проволочного шибера 18. Шибер 18 установ. лен с возможностью переменгения в вертикальной и горизонтальной плоскостях. Боковые прижимы 17 фиксируются собачкой 19 и устанавлелы на нггангах 20, соединешгых с двуплечими рычагами 21, плечи 22 которых онабжены с одной стороны вилкой 23 для взаимодействия со штангой 20, а плечи 24 с роли1ками 25 входят в кулису 26, закрепленную на толкателе 27, взаимодействующем с «еподвижа1ым копиром 28. Для привада проволочного шибера 18 служит реечный ускоритель 29, выполненный в виде блока щестерен 30 и 31, и двух зубча. ты-х реек 32 и 33, причем рейка 33 несет на себе ось 34 шибера с рычагом 35, .плечо которого контактирует с кулач ком 36, закрепленным в приспособлении 5 (6, 7, 8). Кулачок 36 осуществляет подъем щибера. Привод стола 4 включает в себя гидрО|При(вод, цилиндр 37 которого с помощью штокарейки (не показана) через реджтор 38 пово. рачивает шестерню 39. Шестерня 39 сцепляется с шестерней 40 стола. Ось 41 стола неподвижна вместе со смонтированными на лей коДИрами 28, 42, 43. Укладчик 12 готовых .изделий получает Д|вижение от гидропривода через шестерню 44, блок щестерен 45, 46 и рейку 47. Швейгный полуавтомат работает следующим образОМ. На позиции А под верх«ие прижимы 48 закладывается основная ткань (крой манжеты) и прокладка, при этом вторая половила ткани находится на проволочло м шибере 18. После укладывания основной ткани и прокладки оператор опускает прижим 17, который фикси(руется с помощью Собчаки 19 и включает киолку гидропривода поворота стола 4. В .момеит .поворота между позициями А и Б верхиие лрижимы 48, качающиеся на рычаге 49, -онабжениом зу-бчатьим сектором 50, опускаются и зажимают основную ткань с прокладкой. -Периойнчаоки поворачвваясь на 90°, стол 4 Вклю;ч ает через путевые контакты гиДродилнндры .перемещения кареток 16 и 14. Происходит стачивание дли1нной и коротких сторон манжеты на позициях соответствеННо Б л В. В момент поворота 1стола 4 с позиции Б на позицию В осуществляется .продольная перегнбка основной ткани шиберо.м 18 от копира 42, взаим.одействующего с рейкой-толкателем 33. Рейка 33, перемещаясь, приводит во вращение блок шестерен 30 и 31. Шестерня 31 передает движение на рейку 32. Ось 34, свободно уста1новлеп.11ая на другом конце рейки 32, при поступательном перемещении одновременно ноБорачцвается за счет взаимодействия рыча.га 35 с кулачком 36. При повороте проволочные щиберы 18 поднимаются на I-2 мм относительно боковых прижимов; в конце хода величина подъема И:Х равна 5-6 мм, что исключает возможность зацепления их .при обратном ходе с верхними прижимами 48. При возврате щибера 18 .в исходное положение подпружиненная собачка 51 приподнимается от взаимодействия с упором 52 и выходит из зацопления с фиксатором 53, установленным па оси 34. В момент .продольной перегибки осаювная тка.пь и .прокладка удерживается боковыми нрижим.ами 17, а верхние прижимы 48 находятся (В поднятом состояеии. Подъем прижимов 48 осуществляется через зубчатый секто) 50 рейку-толкатель 54, 1взаи1мадействующий с копиром 43. Боковые .прижи-мы при Бза-имадействии то.ткателя 27 ic копиром 28 р а задвигаются и выходят из зоны материала. После(дний удерживается далее верхними прижимами 48, опускающимися при взаимодействии рейжи-толкатеЛЯ 54 с копиром 43. Подъем боковых прижимов происходит при движении швейных головок 2 и 3, которые включаются .в работу и выводят собачку 19 из зацепления с пазом 55, установочных колец 56, закрепленных на штанге 20. Под дейст.вивм прлжин 26 боковые прижИ1мы по.днимаются «верх. Между позициями В и Г зажимы 48 вновь поднимаются, и на позиции Г осуществляется укладка манжет в стопу. Укладчик 12 приводится в движение от гидропривода. Через шестерни 44-46 при повороте стола 4 движение передается на рейку 47, которая приводит во вращение шестерню 57, зацепляющуюся с рейКой 58, передающей движение в горизо1нтальной плоскости шиберу 59. Бла.годаря подающему копиру (не показано) щибер 59 при движении к центру стола находится над манжетой в поднятом состоянии и опускается .на нее в конце хО(Да. При отходе штока пвдрощилиидра в исходное положение в фиксируемо.м положении стола 4 через шест.ер|НИ 44--46, р.еЙ1ку 47, шестер-пю 57 и рейку 58 шибер 59 стаскивает манжету в зону у|кла дки. Вертикальная рейка 60 шибера 61 через блок щеотерен 62 и 63 опускает шибер 61, проталкивая манжету в паз а, где манжета в ориентированно.м полол евии укладывается в стопу. При за-полнении укладчика полуавтомат отключается автаматически. Скорость вращения поворота стОЛа регулируется иэмваением давления в гидросистеме. Производительность полуавтомата регламент1И руется временем укладки заготовок оператором на позиции А. Формула изобретения 1. Ш.вей.ный полуавтомат цдя обработки деталей швейных из делий, например манжет, содержащий устройство для закрепления деталей и устройство для их продольной перегибки, станции обработки и привод, отличающийся тем, что, с целью расширения техиологических возможностей, он снабжен иеподВИЖ1НЫ1М -копиром, устанавленным саосно привода и овязаиНым с устройСТ(Вом для продольной лерегибки деталей, и под«иж«ым копиром, закрепленным на .валу привода и овязаяным с тем же устройгством, а само устройство для лр одо-льной перегибки деталей смантнровано на оонавании устройства для закрепления деталей и имеет, ло ирайней мере, пару лодпружинвшгых боковых йрижямов, меха-пизм :перемещения боковых прижимов в гор {зонтальной плоскости, проволочный шибер, устаиовлеиный между боковы-ми прижимами, и механизм перемещения щибера в вертикальной и горизонтальной плоокостях. 2.Полуавтомат поп. 1, отличающийся тем, что мехалиизм перемещения баковых лрижимов в горизонтальной плоскости имеет 1птаигу, тола атель, контактирующий с «вподнижиым копиром, двуплечий .рьгчаг, одним плечом сзязаиный со щтангой, а другим - с толкателем, при этом |Каждый из боковых прижимов шариирно устаиовлен на штавге, 3.Полуавтомат поп,, о т л и ч а ю щ.и и с я тем, что механизм перемещения щибера в горизонтальной .и вертикальной плоскостях содержит реечиый ускоритель, имеющий блок шестерен и пару зубчатых ре.ак, кулачок подъема ш ибера, уста.павлепиый в корпусе приспособления для закрепления деталей, при этом ш)ибер закршлен «а оси, смонтированной на одной из реек реечного уокоритатя и связанной с кулачком посредством рычага.
cs
;;
ОсноЗнои патериал
/


| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ «ШПАС» | 1969 |
|
SU236971A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК КОРОБОК В ЯЩИК | 1965 |
|
SU169444A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |
| Швейный полуавтомат для изготовления ложного канта на деталях одежды | 1980 |
|
SU992626A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| ВСЕСОЮЗНАЯ Iшшно-кх>&;;г:г ?(4БИБЛИО^Т(<Д J | 1972 |
|
SU349509A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |


OcHoSffoeJ f ffmefliiff/ e/7esfy ff/y г1О.
