О СП CJ 00 О О
Изобретение относится к линиям для окраски изделий, перемещаемых подвесным конвейером.
Цель изобретения - сокращение продолжительности цикла обработки изделия при нанесении нескольких слоев лакокрасочного покрытия.
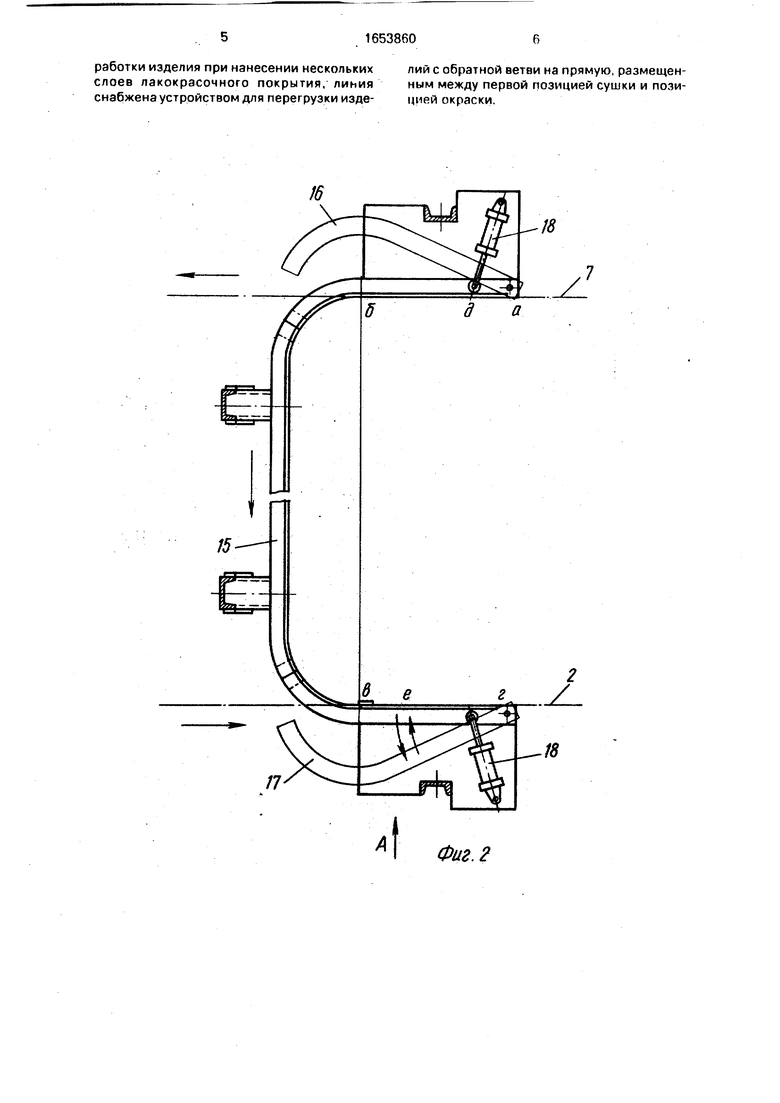
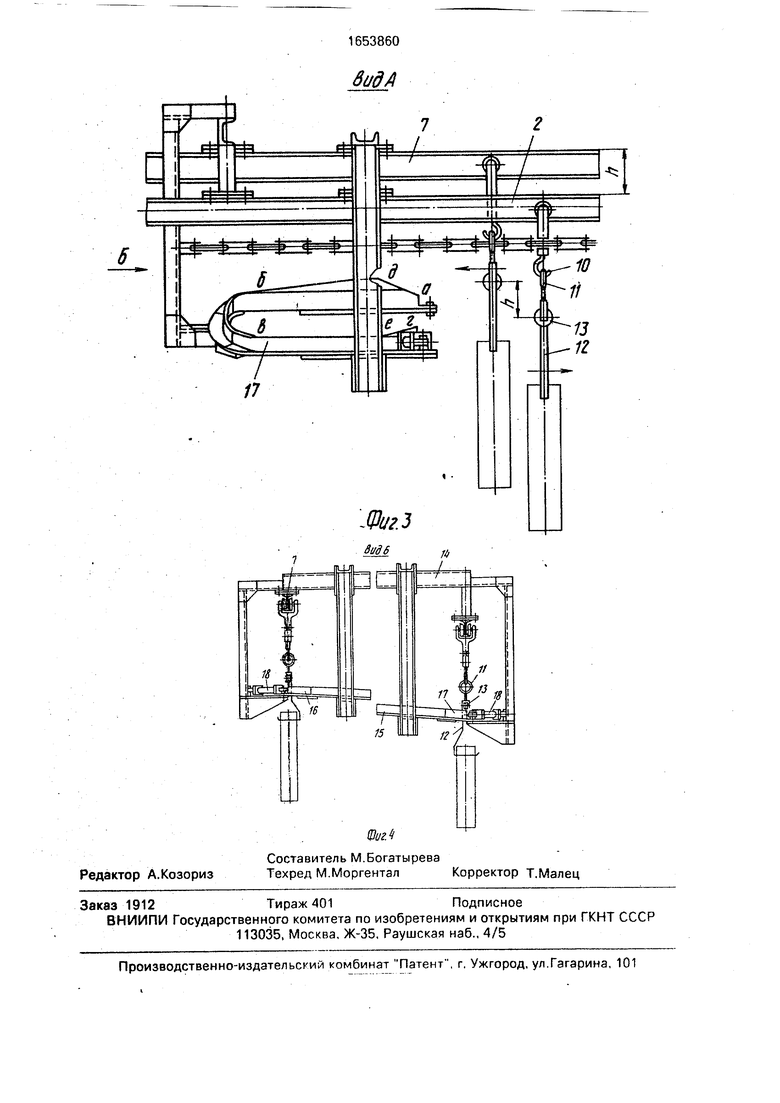
На фиг.1 изображена линия окраски (схема), общий вид; на фиг.2 - устройство для перегрузки изделий, вид сверху, на фиг.З - вид А на фиг.2; на фиг.4 - вид Б на фиг.З.
Окрасочная линия (фиг.1) включает в себя замкнутый подвесной конвейер 1, на прямой ветви 2 которого расположены позиция 3 подготовки поверхностей, первая позиция 4 сушки, позиция 5 окрами и вторая позиция b сушки. На обратной ветви 7 конвейера расположены позиция 8 загрузки и позиция 9 разгрузки. На крюках 10 подвесного конвейера 1 подвешены за кольцо 11 подвески 12. Каждая подвеска имеет ролик 13.
Устройство 14 (фиг.2) предназначено для передачи подвесок 12 с обратной ветви 7 конвейера на прямую ветвь на участке между позициями сушки 4 и окраски 5. Устройство 14 содержит наклонную направляющую 15, взаимодействующую с роликом 13 подвесок, и стрелки 16 и 17 с пневмо- цилиндрами 18 их поворота. Прямая ветвь конвейера размещена несколько ниже обратной ветви, на величину h, обеспечивающей наклон направляющей 15. Стрелки 16 и 17 являются продолжением направляющей 15 и имеют участки аб и вг соответственно, которые в рабочем положении стрелок совпадают по направлению с обратной 7 и прямой 2 ветвями конвейера. Стрелка 16 имеет участок ад подъема (участок съема подвески с крюка 10). Стрелка 17 имеет участок подъема ег (участок торможения подвески),
Окрасочная линия работает следующим образом.
Подвески 12 с изделиями навешиваются на крюки 10 на позиции 8 загрузки и перемещаются конвейером через все тех- нологические позиции. Последовательно выполняются операции струйного обезжиривания и очистки поверхностей изделия на позиции 3 подготовки поверхности, сушки изделия от влаги на первой позиции 4 сушки, окраска (грунтование) изделия в электростатическом поле и подкраска непрокрашенных мест на позиции 5 окраски, сушка окрашенного изделия в сушильной установке второй позиции fc сушки На пр
зиции разгрузки изделие снимают с подвесок.
В том случае, если технологический процесс окраски изделия требует нанесения нескольких слоев лакокрасочного покрытия, окраска изделий осуществляется партиями. Максимальное количество подвесок с изделиями в партии определяется числом крюков конвейера на участке, включающем позиции 5, Ји 9 и ограниченном с обоих концов устройством 14. После нанесения первого слоя покрытия и сушки разгрузку изделий не производят, а после того, как последняя подвеска в партии минует устройство 14 на прямой ветви конвейера, стрелки 16 и 17 пневмоцилиндрами 18 устанавливают в рабочее положение (фиг.2). соединяя их с направляющей 15. Первая подвеска в партии, перемещаясь с конвейером, своим роликом 13 наезжает на стрелку 16 и начинает подниматься по участку ад происходит отделение кольца 11 от крюка 10 На участке аб подвеска движется под уклон,ее скорость возрастает и она, обгоняя конвейер, снимается с крюка и катится далее по криволинейному участку стрелки 16 по наклонной направляющей 15 по стрелке 17 На участке ег стрелки 17 имеется подъем, вследствие чего скорость движения подвески уменьшается до полной остановки. Свободный крюк 10 конвейера на его прямой ветви 2 зацепляет подвеску за кольцо 11 и подвеска с изделием повторно поступает на окраску и сушку. При необходимости нанесения большего числа слоев процесс повторяется. Когда технологический процесс окраски заканчивается после нанесения и сушки последнего слоя, стрелки 16 и 17 отводят в нерабочее положение (показано тонкой линией на фиг.2), на позиции 9 производят съем изделий и подвесок, а на позиции 8 съем порожних подвесок и навешивание новой партии подвесок с изделиями.
Использование в окрасочной линии устройства для перегрузки изделий с обратной ветви конвейера на прямую сокращает путь перемещения изделий и тем самым сокращает продолжительность цикла обработки изделия при нанесении нескольких слоев лакокрасочного покрытия.
Формула изобретения Окрасочная линия, содержащая горизонтально замкнутый подвесной конвейер с прямой и обратной ветвями и расположенных вдоль прямой ветви конвейера позиции подготовки поверхности, первой позиции сушки, позиции окраски и второй позиции сушки, отличающаяся тем, что, с целью сокращения продолжительности цикла обработки изделия при нанесении нескольких слоев лакокрасочного покрытия, линия снабжена устройством для перегрузки изделий с обратной ветви на прямую, размещенным между первой позицией сушки и позицией окраски.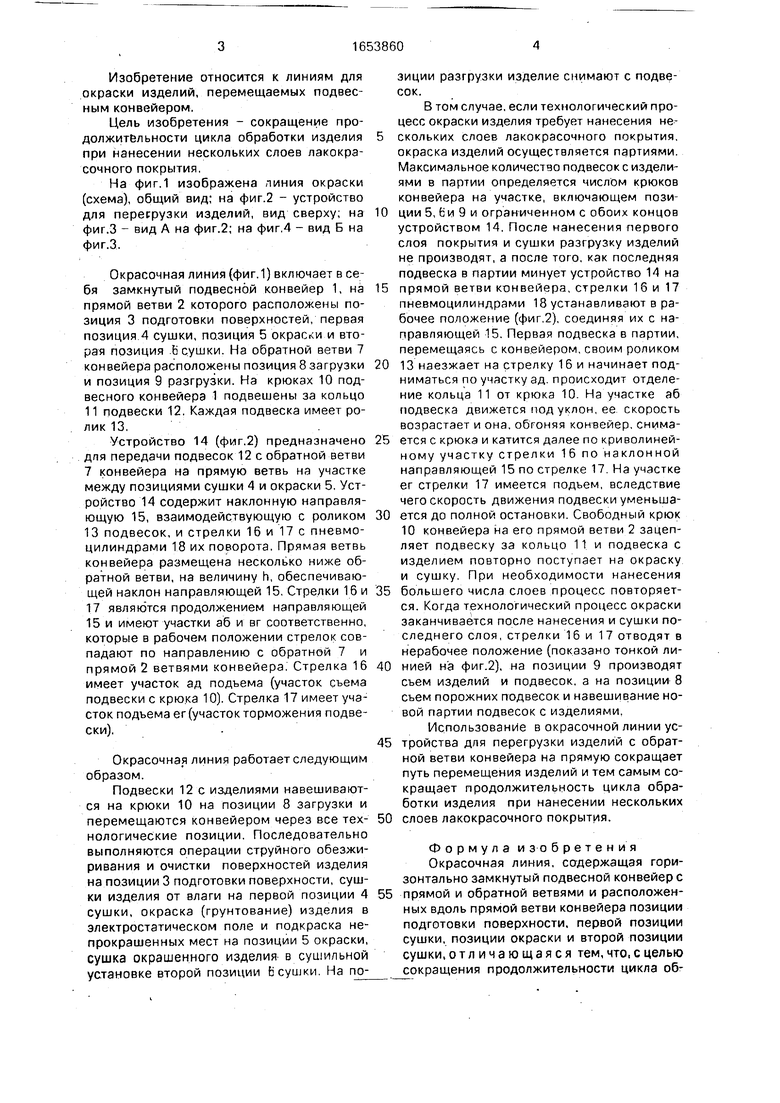
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная окрасочная линия | 1989 |
|
SU1666212A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Сушильная установка | 1983 |
|
SU1151795A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2232956C2 |
| Поточная линия по окраске изделий | 1975 |
|
SU550178A1 |
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |
| Линия очистки поверхности деталей | 1980 |
|
SU926078A1 |
| Поточная линия для нанесения многослойных покрытий | 1975 |
|
SU564010A1 |
| Установка для окрашивания деревянных изделий рамной конструкции путем окунания | 1985 |
|
SU1297930A1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
Изобретение относится к линиям для окраски изделий, перемещаемых подвесным конвейером. Цель изобретения - сокращение продолжительности цикла обработки изделия при нанесении нескольких слоев лакокрасочного покрытия. Для этого линия снабжена устройством 14 для перегрузки изделий с обратной ветви 7 на прямую ветвь 2. Устройство 14 размещено между первой позицией 4 сушки и позицией 5 окраски. 4 ил.
а
Фиг. 2
вид А
Шиг4
| Линия для окраски изделий | 1985 |
|
SU1242259A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
