верстие ползушки 6 соосно с осью 7 механизма перемещения
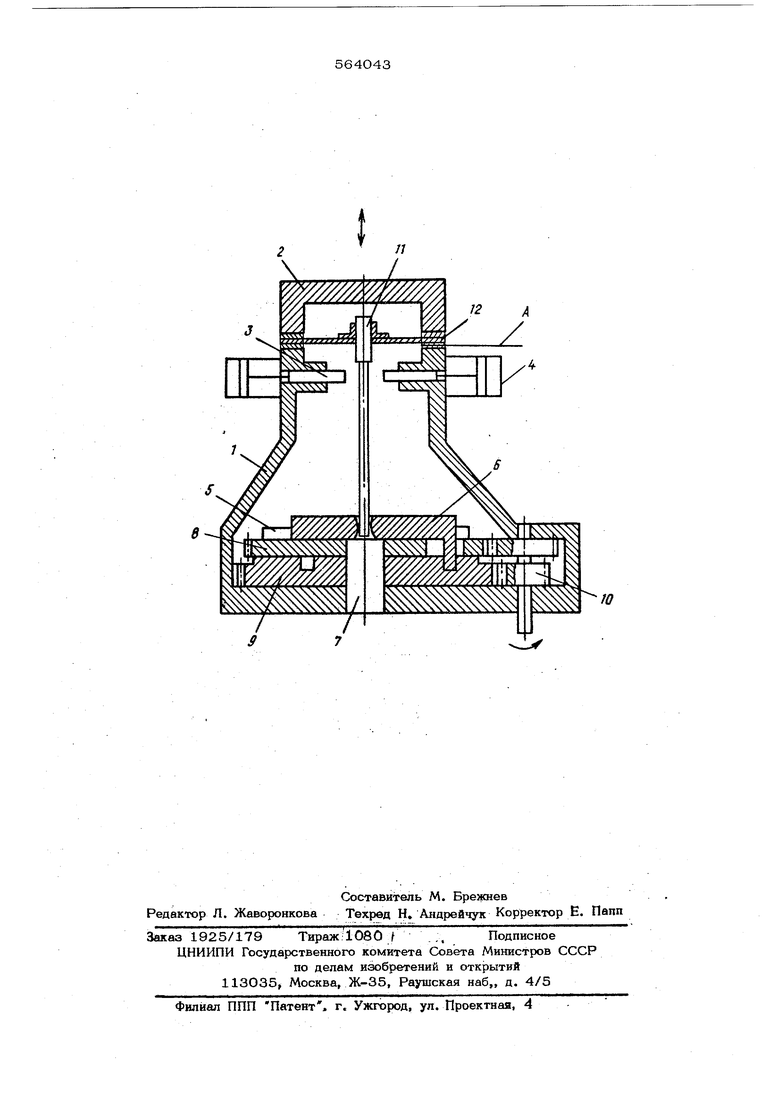
Оправка 11с закрепленной на ней деталью 12 устанавливается в отверстие ползушки 6. Включаются приводы 4 фиксаторов 3, которые перемещаются к оси корпуса и устанавливают оправку 11 перпендикулярно к плоскости А корпуса. После фиксирования оправки, прижим 2 зажимает деталь по периметру, отводятся фиксаторы 3 и включаемся привод блока шестерен 10, Зубчатые колеса 8 и 9 за счет различных передаточных отношений шестеренчатых пар вращаются с разной скоростью, в результате чего между ними возникает относительное вращение.
Под действием криволинейного паза ползушка 6 перемешается радиально, одновременно вращаясь вместе с колесом 8, в результате чего конец оправки 11 получает перемещение по траектории, заданной криволинейным пазом.
После совершения
одного относительного поворота колес ползушка возвращается в исходное положение, оправка занимает перпендикулярное положение относитель но плоскости А -корпуса, привод механизма перемещения, отключается. Прижим i ,5,:4 1 ершает обратный ход и освобождает деталь. Цикл окончен.
Применение устройства позволит стабильно получать диски с короблением 0,15-О,5 мм и Торцовым бнениелА О,40,8 мм, за счет чего повышается надежность и срок службы муфт сцепления. Экономический эффект в народном хозяйстве от внедрения устройств на Ровенском заводе тракторных запасных частей составляет 1060,9 тыс. руб.
Формулаизобретения
Устройство ;для правки деталей типа дисков, преимущественно ведомых дисков муфт сцепления, содержащее Kopnyci служащий для размещения диска, оправку
и подвижный прижим, отличаю.щее с я тем, что, с целью повышения качества и производительности, оно снабжено приводными фиксаторами, установлен HbiiviH в корпусе радиально с возможностью
возвратно-поступательного перемещения, а также ползушкой с пальцем и отверстием для установки конца I оправки и механизмом перемещения | ползушки, выполненным в виде насаженных на обшей оси двух зубчатых колес и кинематически с ними связанного блока шестерен, при этом в одном из зубчатых колес выполнен криволинейный
Наз, а палеп поязушкиустановлен в эгом пазу Источники информации, принятые во внй мание при экспертизе:
1. Николаев Е. Н, и др, Термическая обработка токами вьгсокой частоты, М., Высшая школа, 1970, с. 89-9О.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки деталей типа дисков | 1977 |
|
SU902905A2 |
| Установка для правки деталей типа дисков | 1978 |
|
SU721158A1 |
| Устройство для ротационной правки деталей типа дисков | 1987 |
|
SU1447473A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автомат для изготовления деталей из проволоки | 1991 |
|
SU1787630A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| ТРАКТОР | 1999 |
|
RU2183162C2 |
| Станок для изолирования пазов магнитопроводов статоров электрических машин | 1983 |
|
SU1160505A1 |